2. 기공
기공은 용접부 표면이나 내부에 존재하는 결함으로 통상 구형으로 조재하며 질소 혹은 수소와 산소에 의해 발생한다. 용접시 용접사는 기공이 생기는 액상의 용착금속에서 기공을 확인 할 수 있다.
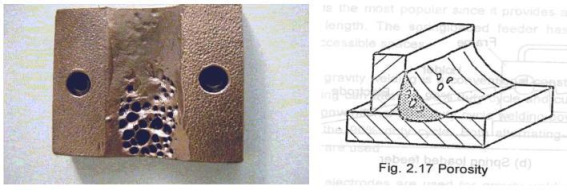
기공 발생 원인과 대책은 다음과 같다.
- Joint의 청결 문제 : 용접부의 paint, 녹, 기름, 습기 등이 열에 의해 분해되면서
용착금속내로 침투하여 발생하므로 용접 전 용접부를 청결히 해야 한다.
- 용접재료/보호가스의 문제 : SMAW의 경우 용접봉의 흡습, arc start point
(back step 사용으로 방지기능)과, 아크길이가 길어짐으로써 외부 공기의
차단문제로 기공이 발생할 수 있다. SMAW의 경우 용접 재료의 흡습, 용접 wire의
녹이 주된 원인으로 플럭스 건조를 철저히 해야 한다. FCAW, GMAW 경우는
용접재료의 녹, 흡습, 보호가스의 양의 적음, 과도한 양의 보호가스, spatter에
의한 노즐막힘, 용접 전 겨냥각도의 부정확 및 stick-out을 너무 길게함으로써
발생할 수도 있고, 드물기는 하지만 용접 wire 내부의 flux 충전이 안되서
발생하는 경우가 있다.
- 그 외의 원인으로는 풍속이 강한 곳에서 바람막이 없이 작업하거나 용접대상물이
너무 뜨거울 때 발생할 수도 있다.
3. 웜홀
웜홀은 보호가스가 나오지 않으면 100% 발생되고, 보호가스가 너무 적거나 많아도 혹은 모재가 너무 뜨거워도 발생하며 SAW의 경우 플럭스에 대한 과도한 가스발생으로 Pork Marker가 발생하기도 한다.

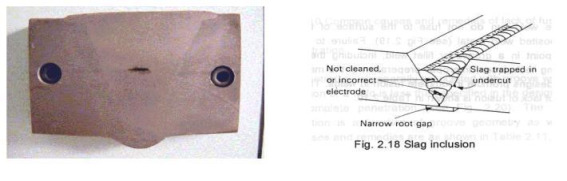
4. 슬래그 혼입
슬래그 혼입은 초층 아래 혹은 용접층간에 상부로 떠올라야 할 슬래그가 용접부
중간에 있어 비파괴검사(UT,RT)시 발견되며 불규칙한 모양을 갖는 것이 보통이다.
원인과 조치는 다음과 같다.
- 용접사 기량 부족 -> 용접 기량 향상
- 전 층의 슬래그를 제거하지 않고 용접하는 경우
- 용융풀을 보지 않고 슬래그가 선행하도록 한 경우
- 용접 pass간 불충분한 녹임 및 weaving 용접속도가 과도하게 빠르거나
전압이 약하여 용융풀을 완전이 하지 못한 경우
- Joint 형상적 측면 -> 개선각을 더 넓혀준다.
실제로, 슬래그 혼입은 고전류/고전압을 사용하면 잘 나타나지 않는다. 주된 원인은 용접 전의 청결(슬래그 제거) 하지 않은 경우이지만 FCAW 의 경우 2층 정도는 슬래그를 제거하지 않아도 이런 결함은 발생하지 않지만 용접 기량에 의해 좌우되므로 각 층마다 용접 후 슬래그를 제거하여야 한다. 특히,용입이 얕고 슬래그의 발생이 많은 SMAW에서는 각별한 주의가 요망된다.
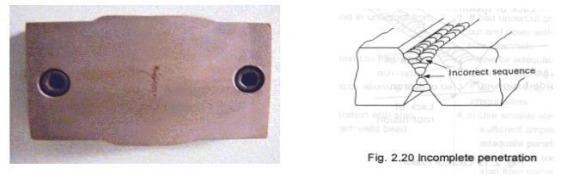
5. 용입 부족
용입부족은 맞대기 용접부에 나타나는 용접중앙부에 용입이 되지 않아 전단면에
걸쳐 연속적으로 나타난다. 균열과 같이 녹은 심각한 불량으로 RT사진상에 직선으로
용접부 중앙에 선명한 검은색으로 보인다. 원인 및 조치는 다음과 같다.
- 용접 조건과 용접 기법 상 완전 용입이 되지 않는 joint에 형성한 경우에 발생
- 용접속도가 너무 빠르거나 늦어 용입이 작은 경우에 발생
- 용접 전류가 낮거나 Stick-out이 길어 용입이 작은 경우에 발생
- 용접이나 용접봉의 각도가 너무 기울어져 용입이 얕은 경우
- root gap이 적어 용입이 안되는 경우
- 개선각도가 적어 용입이 안되는 경우
용입 부족이 발생한 경우, 현장 경험과 joint design 을 동시에 알 수 있는 용접기술을 담당하는 사람이 문제를 확인하고 해결 방법을 제시할 수 있으므로 가장 빠르게 해결 할 수 있다.
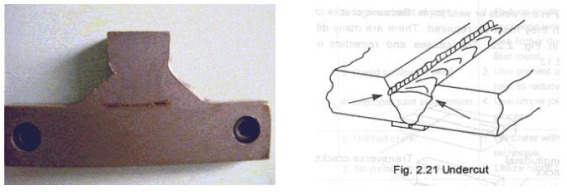
6. 언더 컷
언더 컷은 용접부의 toe나 root의 모재쪽 용융에 의해 notch가 형성되는 결함으로
피로강도에 치명적인 약화를 가져온다. 융안으로 검사되며 깊이를 측정하여 허용치와
비교하여야 한다. 원인 및 조치는 다음과 같다.
- 용접부의 과도한 용접전류나 부적절한 weaving이나 용접 전의 각도에 의해
발생한다.
- 따라서 용접전류를 하향조정하고 joint edge부에 멈추는 weaving과
용접 전의 각을 조잘하면 된다.
7. 오버랩
오버랩은 용접비드나 root의 용착금속이 모재와 이루는 각도가 90도 이상 과도하게 올라온 현상을 이르며, 노치 현상과 같이 응력 집중이 일어나기 때문에 용접 완료 후 허용되지 않는 것이다. 오버랩의 원인은 저전류의 사용 및 간혹 표면 청결(mill scale, paint)의 문제로 발생한다. 따라서 용접전류 상향 조정, 용접속도 증가, 및 용접부 청결이 해결 방법이다.
8. 라멜라테어
라멜라 테어 현상은 액화균열을 일으키는 S를 게거하기 위해 Fe보다 친화력이 높은 Mn을 사용하여 MnS(용융점이 높음)를 만든 강재를 압연 중 MnS가 길게 늘어나 용접 후 기지와 MnS사이에 박리현상이 일어나는 결함이다. 라멜라테어가 일어나기 쉬운 joint는 모재의 Z-방향으로 힘이 걸리도록 상하에서 용접이 이루어 지는 경우이며 용접부 직하의 계단형으로 나타나거나 모재의 중앙이 벌어지는 현상이 일어난다.
모재의 두께 방향 연성 부족, 후판재 용접 시 높은 구속도, 연신된 게재물의 높은 체적분율, 두께 방향의 잔류 응력을 증가시키는 설계 및 용접시공이 라멜라테어 가능성을 높여준다.방지하는 방법으로는 Z-quality 강재의 사용과 모재 두께 방향으로 힘이 걸리지 않는 설계 및 시공방법이 있다.
9. 재열균열
재열균열은 용접 후 열처리 과정 또는 용접구조물이 고온에서 사용 중에 발생하는 것인데, Ni-Cr-Mo, Cr-Mo, CR-Mo-V등 페라이트 고온용 합금강, Ni 기 내열강 등에서 종종 관찰된다. 항상 HAZ의 조립역에서 결정입계를 따라 전파한다. 따라서, 처음에는 저온균열로 착각하는 경우도 있다.
*재열균열이 일어나기 위한 조건 4가지
- HAZ에서 오스테나이트 입자가 조대화 되어야 한다.
- 오스테니이트 영역에서 탄화물의 고용도가 충분하여 이차 경화형 탄화물이
존재하여야 한다.
- 탄화물이 재 설출하는 온도 범위에서 재가열되어야 한다.
- 용접부의 잔류응력이 커야한다.
* 발생원인(기구): 2가지가 제안되고 있음.
- 재 가열 중 탄화물이 입내에 석출하고 응력 이완에 의한 변형 시 입내가 입계보다
강하여 입계 균열이 발생
- 용질원자의 입계 편석에 의해 재 가열시 입계 강도 저하에 의해 입계를 따라
균열이 발생. 불순물의 석출만으로 재열 균열이 발생하기 어려우며 탄화물의
석출이 일어나야 한다.
*방지 방법은 다음과 같다.
- 불순물 원소의 저감
- 용접 부 예열로 잔류응력을 최소화
- 모재 보다 낮은 인장강도의 용접재료의 선택
- 응력 집중이 일어날 수 있는 부분의 제거
- 용접 중 각 pass 간 peening으로 잔류 응력 최소화