수평자세의 맞대기용접은 용접각도가 매우 중요하다.
루트갭을 좁히고 전류전압을 조금 높혀 용접하면 이면비드가
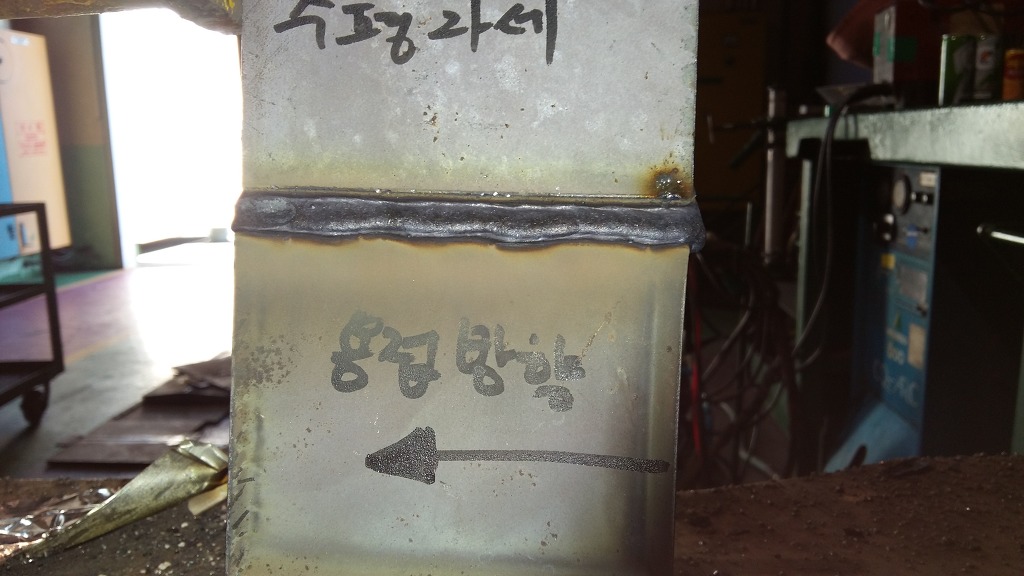
잘 나온다. 시험편을 2장을 맞대기해서 한장은 아래면으로 페이스면이 30도 기울어 있고 한장은 윗방향으로 30도 기울어져 있다.
수평자세 맞대기 용접을 할때 작업각은 이면비드의 처짐에
많은 영향을 준다. 이런 생각 때문에 대부분의 용접사는
윗방향의 모재을 녹여 아래모재에 용착금속을 접합시키는 것이
양호한 용접비드가 나오는 줄 착각한다.


나는 아래모재에 작업각을 두고 용접하길 권유한다.
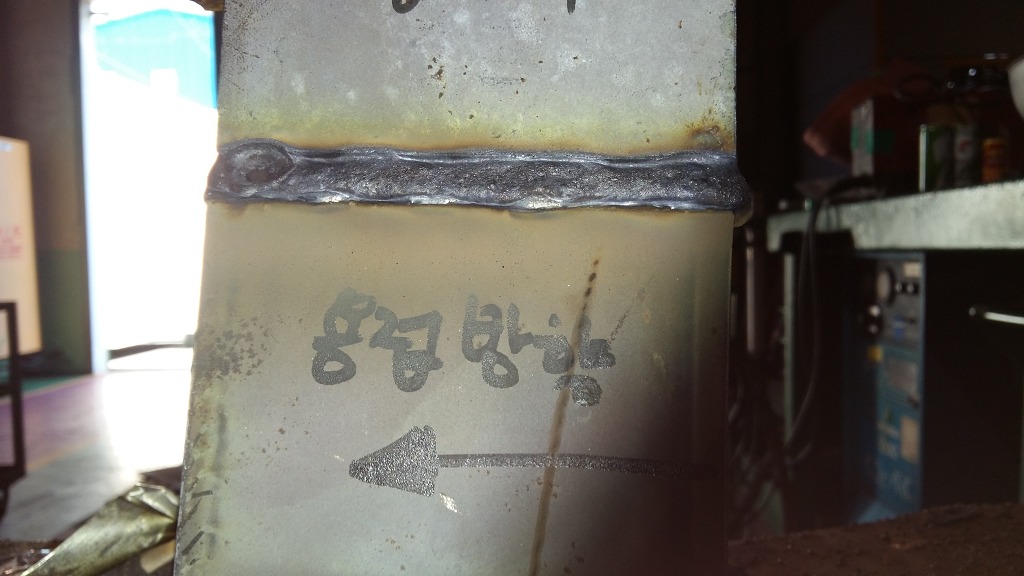
용접하기가 쉽고 용착금속이 아래에서 부터 차올라 이면비드 상단부에 언더컷이 생기지 않는다.



1패스 용접으로 아래쪽 모재의 페이스면은 2mm 정도가 남았고
상단부는 5~6mm가 남았다
아래의 사진에서 이면비드는 처짐과 언더컷은 발생하지 않았다.


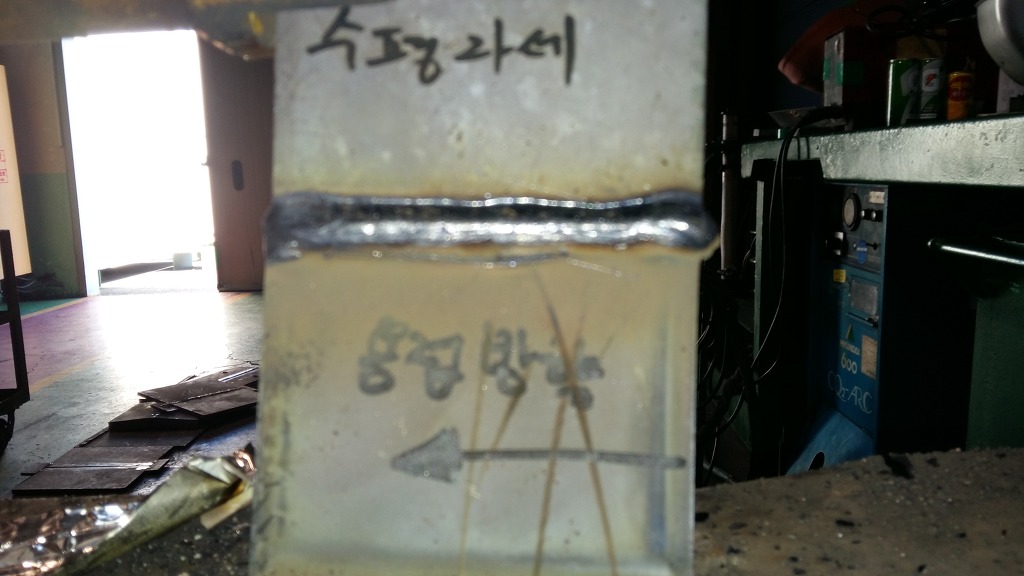
2패스와 3패스는 이면비드 면 위에 차분히 비드를 만들어 적층하면 된다.




표면비드의 용접에서 비드요철과 처짐이 생기는 가장 큰 이유는 용접 속도이다. 일정한 작업각의 유지로 비드겹침을 만들고 용접속도를 내는것 때문에 용접을 오른쪽에서 왼쪽으로 진행시켜 용융지의 전면이 잘보이게 하여 용접속도를 내도록 유도하고 있다.





아주 잘하는 것도 중요하다. 하지만 RT검사에 결함이 발생하지 않도록 용접해야 하고 외관검사에 턱걸이로 합격할 수준보다
조금 더 용접비드를 만드는 것에 주의를 기울이면 잘하진 못했는데
감점은 받지 않는 것이 용접기능장시험임을 알아야 한다.
다음검색