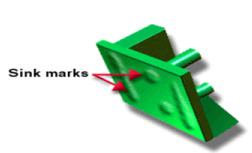
★ SINK MARK 불량 대책
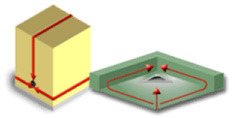
1) 살두께 불균일
성형품의 살 두께가 일정하지 못하면 두꺼운 부분이 얇은 부분보다 냉각이 늦어지므로
싱크마트가 발생한다. 냉각방식을 재검토하여 두께가 두꺼운 부분의 냉각을 집중적으로
시행하고, 보스(Boss)의 외경 확대에도 두께가 두꺼워짐은 피할 수 없으므로 그 대책
으로 싱크마크 제거용 핀을 설치해야 한다. 가급적 금형제작시 살 두께를 3㎜ 이하로
균일하게 설계하는것이 바람직하다.
2) 금형 내 압력 부족
성형품까지 충분한 사출압력이 걸릴 수 있도록 보압 시간을 연장시켜 주고 보압도 높여
준다. 게이트를 수정(크게 또는 짧게) 하여 사출압력 전달이 용이해지도록 해주고 싱크
마크 발생이 ㅇ려되는 곳에 게이트를 설치하는 등 게이트 위치 변동을 고려한다.
또한 게이트에서 먼 곳은 수지의 유동저항에 다른 압력 손실로 인해 수축이 특히 심하
므로 문제 부위의 두께를 증가시켜 보압 전달이 용이해지도록 해주면 해결이 가능하다.
두께가 닯은 성형품은 사출압력 전달이 채 되기도 전에 굳어 버리므로 싱크마크가 발생
된다. 또 플래시 발생이 심한 금형은 사출압력에 비해 형체력이 밀미므로 금형이 벌어져
압축 부족이 되어 싱크마크로 나타난다.
게이트가 먼 곳의 수축 트러블은 금형냉각을 차단 시켜도 효과를 볼 수 있다. 금형이 뜨
거워지면 성형 중에 쉽게 고화되지 않아 문제의 수축부위까지 사축압력(특히,보압)전달
이 용이해지기 때문이다.
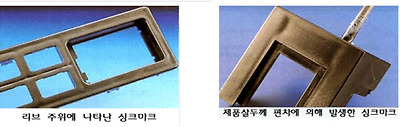
3)계량 조절의 불량
성형 조건 설정시 스크루 선단에 규정된 잔량(쿠션)을 남겨 놓지 않으면 보압 중에 수지
의 추가적인 공급을 제때 할 수 없게 되어 미공급된 수지의 양만큼 성형품에 싱크마크가
발생한다. 주로 얼룩 모양으로 나타나며 게이트무 및 제품표면에 발생되므로 다른 원인
으로 인한 싱크마크와 구별하기 쉽다.
3)큰 수축량
플라스틱 고유 수축률이 클수록 심하며, 특히 결정성 폴리머로 성형할 때 싱크마크가
크게 발생하면 보동 수지 온도를 내리고 사출 압력을 높여 성형한다. 이런 조건을 취해도
해결이 불가능하면 성형품의 용도상 지장이 없는 한도 내에서 수지를 교환(비결정성 폴리
머로 대체)해 보거나 수지에 무기물 충전재인 유리섬유, 석면 등을 혼입한 원료로 성형
하여 싱크마크가 작아질 수 있도록 해주면 어느 정도 커버된다.
13. Burnt Streaks (타버림 줄)
일반적으로 수지가 높은 온도 또는 지나치게 긴 유동 정체 시간 때문에 열적으로
손상되어 표면이 갈색 또는 은색으로 변색되어 나타난다.
또는, 금형내에서 빠져 나가지 못한 에어트랩(Air Trap), 혹은 Gas 때문에 발생
하기도 한다.

실린더내의 과도한 유동 정체 시간 때문에
발생한 타버림 줄(Burnt Streak)

게이트 주위에 과도한 열응력 (Shearing Heat)
때문에 발생한 Burnt Streak(타버림 줄)