주조방안
● 중요성
주조품의 양부는 용탕이 주형에 어떻게 유입되고, 응고할 것인가에 달려 있다. 용탕이 화학적으로 완전히 안정하고, 전혀 기체를 혼입하지 않으며, 응고시 아무런 수축(shrinkage)을 일으키지 않으며, 주형벽에서 전혀 침식을 일으키지 않으며, 비중이 균일하다면 주물을 만드는 일은 더욱 쉬울 것이다. 그러나 실제로 그렇지 못하므로 여러 인자를 주조방안에서 고려하여야 한다.
|
● 탕구계(gating system) 일반적인 응고에서는 외부에서부터 내부로 결정이 성장하여간다. 부분적으로는 고상이며, 또 한편으로는 부분적으로 액상인 지역(mush zone)이 외부에서 내부로 이동해 나가는 현상을 전진성응고(progressive solidification)라고 한다. 탕구계는 응고과정을 통하여 모든 부분이 급탕이 되도록 전진성응고를 조절할 수 있도록 설계되어야 하고 또 이런 응고형태를 방향성응고라 한다. 위에 말한 전진성 응고는 냉각 중 피할 수 없는 산물이지만 어느 정도는 조절할 수 있다. 급냉된 주물은 응고의 시작점과 마지막점간의 거리가 짧다. 이러한 경우에 전진성 응고가 크다고 한다. 원칙적으로 말하면 급탕이 가능한 부분으로부터 가장 멀리 떨어진 지역으로부터 응고가 진행되어 오는 것이 효과적으로 급탕이 이루어지는 것이라 할 수 있다. 압탕(riser, head)은 수축에 의해 부족한 용탕을 공급해 주어서 위와 같은 목적을 달성시키는 별도의 용탕저장소인 셈이며 따라서 적절한 위치에 설치해야 한다. 이러한 방향성 응고의 예를 그림 1에 나타냈다. 주조방안은 주물에서 수축되는 곳에까지 용탕을 운반하는 것과, 또한 수축이 일어났을 때 필요한 여분의 금속을 보충할 수 있도록 하는 두 경우를 다 고려해야 한다.
그림 1. 압탕을 설치하여 전진성응고 및 방향성응고를 보여주는 예 |

|
◆ 탕구계 미국의 주조학회(A.F.S)가 발표한 내용을 근거로 탕구계의 구성을 요약하면 다음과 같다. (1) 주입대야(pouring cup): 용융금속이 제일 먼저 부어지는 곳으로 탕구입구에 있는 확대된 지역. |
|
◆ 탕구의 종류 용탕은 여러 가지 방법으로 주형공간에 유입될 수 있다. 각 탕구계의 설계는 목적에 따라 다르다. (1) 분할탕구(parting gate): 이런 탕구는 주형의 상형과 하형의 분할선을 따라 주형공간에 도달하게 된다. |
|
● 탕구계의 설계 ◆ 유체의 흐름 설계시에는 용탕을 주형으로 조용히 그리고 균일하게 흘러 들어가게 하도록 하여야 한다. 이렇게 하기 위해서는 유체의 거동을 설명해 주는 유체현상의 법칙을 충분히 연구하여 주조방안을 개선하도록 하여야 한다. 그러기 위해서는 무엇보다도 먼저 층상류(laminar flow)와 유류(turbulent flow)에 대한 이해를 해야 하는데, 일반적으로 흐름의 난류도는 세 가지 인자, 즉 유체의 속도, 유체가 흘러가는 경로의 단면적, 유체의 점성(viscosity)에 따르게 된다. 이러한 관계를 레이놀드(Reynold)의 수에 의해 설명할 수 있다.
Reynold수가 어떤 임계값에 도달하면 난류라고 부를 수 있는데 그값을 강에 있어서는 3,500으로 보고 있다. 주형내에서 유체의 흐름은 이 이외의 다른 변수들에 의해 정해지는데 이것을 정리한 이론이 Bernoulli 의 정리이다. 이 정리의 의미는 위치에너지, 운동에너지, 압력에 의한 에너지, 마찰에너지의 합이 언제나 일정하다는 것이다.
w: 유체의 총중량(lb), Z: 유체의 높이(ft), P: 유체의 정압(lb/ft2), 이 식을 w로 나누면 모든 항은 길이의 차원을 갖게 되며 이때의 각 항은 다음과 같다. Z: potential head(위치헤드), Pv:pressure head(압력헤드), V2/2g: velocity head(속도헤드) |
|
◆ 탕구계 설계에 있어서 중요인자 탕구계에 설계가 적절하게 되지 못할 경우에 생길 수 있는 문제점을 요약하면 다음과 같다. (1) 주물사, 슬래그, 드로스, 이외의 불순물 이런 문제점들을 참작하여 Wallace와 Evans는 탕구계를 설계함에 있어서 다음과 같은 기준을 세웠다. (1) 용탕의 요동없이, 그리고 너무 주입온도를 높이지 말고 신속히 주입할 것. |
|
◆ 주입시간 주입시간을 길게 하여 낮은 온도에서 주입하면 주형을 다 채우지 못한 채 응고하든지 cold shut등을 야기시키며, 너무 빠르면 주형의 침식, 거친 주물의 표면, 많은 수축소 및 다른 결함등이 나타날 수 있다. 주철과 같은 금속은 주입 속도에 그리 민감하지 않으나 강과 같은 금속은 다른 주물용 합금에 비해 응고구간이 높은 온도에 위치하고 있으므로 미리 응고하는 것을 막기 위해 빠르게 주입하여야 한다. 주철, 주강, 황동, 청동의 주입속도(시간)를 수식화해서 표시하면 다음과 같다. (1) 회주철(<1,000lb) 주입시간(sec)= K: fluidy factor, 유동도/40* T: 평균주물두께, inch W: 주물두께, lb (2) 회주철(>1,000lb) 주입시간(sec)= (3) Shell 주형에 주입한 구상흑연주철(수직주입) 주입시간(sec)= K1은 3/8~1inch 두께인 부분에서는 1.8, 1inch 이상에서는 2.0, 3/8inch 이하에서는 1.4이다. (4) 주강 주입시간(sec)= k는 주물중량이 (log scale의 경우) 100lb일 때 약1.2이고 100,000lb일 때 0.4가 된다. |
|
◆ 주입대야(pouring basin) 탕구계에 용탕을 주입함에 있어서 가장 이상적이라고 할 수 있는 것은 탕구에 용탕이 유입되었을 때 간능한 빨리, 그리고 충분히 정상류로 되어야 하며, 이렇게 되기 위해서는 다음과 같은 조건을 갖추어야 한다. (1) 주입대야의 내부를 유선형으로 만드로 턱(dam)을 설치하여 sprue에 유입되기 전에 흐름이 일정한 상태로 되게 한다. |
|
◆ Choke 부 급냉경로에서 최소의 면적이 되는 부분이 주형공간에 들어가는 유속을 조절하며 주입시간을 결정시킨다. 대개 이러한 초크부는 sprue의 하부에 위치하나, 그렇지 않은 경우도 있다. 초크부가 sprue의 밑에 있는 경우 Bernoulli의 정리에 의해 적절한 단면적을 계산할 수 있는데 그 식은 다음과 같다. AB: 초크단면적, inch2, W: 주물중량, d: 용탕의 밀도, H: 용탕의 유효높이, C: 유효계수 또는 노즐(nozzle)계수, g: 중력가속도, 386.4in/sec2, t: 주입시간, sec |
|
◆ sprue의 설계 용탕이 sprue를 지나면서 속도를 얻게 되면 압력에 의한 에너지(head)는 잃게 된다. 이 사실은 주입홈통(pouring spout)으로부터 얼마간 떨어진 지점에서 흘러가는 용탕의 단면적 감소로부터 알 수 있다. sprue에서의 압력에너지의 감소는 용탕의 소용돌이나 보통보다 낮은 압력효과를 나타내게 하여 주형으로부터 용탕의 흐름내로 가스를 빨아들이게 할 수 있다. sprue의 단면적은 주입속도를 조절한다. 즉 탕구계에서 가장 중요한 용탕흐름의 제어는 sprue에서 일어난다. 이리하여 미리 적절한 형태로 용탕을 흐르게 하고, 주형공간에 들어가기 전에 유속을 줄일 수 있게 한다. 드로스에 민감한 알루미늄과 같은 금속은 속도를 제한하기 위해서 sprue의 단면적을 감소시키면 용탕의 유속은 줄일 수 있으나 탕도로 들어갈 때 부유물을 형성하게 된다. 이러한 문제를 극복하기 위한 탕구계 방안이 그림 2에 나타나 있다.
그림 2. 경금속용 수직탕구계의 예 |

|
◆ 탕구-탕도-ingate(sprue-runner-ingate)의 차 탕구-탕도-ingate의 차(S.R.G 차)는 매우 다양하며, 이러한 단면적비에 따라 가압계와 비가압계로 분류할 수 있다. 비가압계는 1:2:4 또는 1:3:3 과 같이 최초의 초크가 탕구에 있게 되며, 가압계는 4:8:3 또는 1:2:1과 같이 ingate에서 최대의 압력을 갖게 된다. |
|
◆ 탕구계 계산 앞 절에서 설명한 바와 같이 일단 주입시간이 결정되면 다음과 같은 일반계산법에 의하여 탕구계 각 부분의 계산을 할 수 있다. (1) 유효탕구높이 탕구의 높이는 주물에 미치는 용탕의 정압과 관계가 있으며, 실제 상주입, 하주입 등의 주입방법에 따라 그 유효높이를 다르게 설정한다.[그림 3]
그림 3. 각종 탕구계의 용융금속의 유효높이 Dietert계산식 (2) 초크의 단면적 초크의 단면적, AB는 앞절에서 설명한 바와 같이 계산할 수 있다. 구배진 탕구의 상부 단면적은 다음의 식으로 구한다. AT: 구배진 탕구 상부의 단면적, inch2 (3) 탕도면적( 및 주입구면적) 탕도나 주입구가 하나 이상일 경우 각각의 단면적은 총단면적을 그 개수로 나눈 값이 될 것이다. 단 주입구가 여러개일 경우 첫 번째 주입구를 지난 뒤의 탕도와 주입구단면적은 마찰손실의 보충을 위하여 5%증가시킨다. 두 번째 주입구를 지난 뒤에도 다음의 탕도와 주입구단면적들은 계속 5%씩 증가시킨다. 그러나 탕도확장이 이어지는 마지막 주입구를 지나면 탕도면적은 감소시키지 않는다. (4) 탕구저(sprue base, well) 및 탕도확대부 회주철이나 비철합금주물의 경우와 같이 넓고 얕은 탕도가 사용될 때에는 탕구저가 효과적이며, 주강과 같이 좁고 깊은 탕도가 사용될 때에는 탕도확대부가 효과적이다. 이외에 탕도연장은 수 inch 정도로 충분히 길게 하여 주입구로의 역류를 방지한다. 그러나 실질적인 탕구계의 계산 예제와 설명은 생략하기로 한다. 이외에도 계산도표에 의한 약식계산법, computer software를 이용한 계산법이 있다. |

|
◆ 탕도와 ingate 탕도와 ingate는 다음과 같은 조건을 구비해야 한다. (1) 날카로운 모서리나 급격한 단면적의 변화는 난류나 가스혼입을 일으키게 되므로 피할 것. 위와 같은 조건을 염두하고 살펴보면, 어떤 gate들은 목적한 기능을 다하지 못할 수 있다. 예를 들어 whirl gate, riser gate, horn gate의 경우에는 주입할 때 주형 내에서의 난류를 막는데에는 그리 효과적이지 못하다. ingate의 단면적배분에 대한 지침을 덧붙이면 다음과 같다. (1) 운동량의 효과를 분산시키기 위해 탕구와 탕도의 연결부위에 큰 공간(enlargements)을 만들어 줄 것. |
|
◆ 수직탕구계 금형, 셀형 및 사형의 주조에서는 수직 또는 edge 탕구계가 가장 좋다. 탕도에는 주석도금한 강판으로 만든 고리모양의 스크린(screen)이 있고, 그 스크린 내부에는 거친 강섬유(steel wool)가 있어서 용탕의 흐름을 조절하면서 외부에서 들어온 산화물을 걸러낸다. 이러한 수지탕구계는 셀주형을 쓰는 몇몇 동합금에서 좋은 효과를 얻을 수 있다. |
|
◆ 슬래그(slag)와 드로스(dross)의 제거 탕구계에서 주입대야(pouring basin), 스트레이너 코어(strainer core) 및 댐을 적절하게 사용함으로써 용탕이 주형공간 내로 들어가기 전에 슬래그나 드로스를 제거 할 수 있다. 경합금류에서는 동합금, 주철, 주강등과는 달리 비중차가 아주 적어서 문제점이 더 심각하다고 할 수 있다. 유속을 줄이기 위한 탕구 밑의 확대부나 압탕의 중심부로 드로스나 슬래그를 회전시키는 whirl gate와 같은 특수한 방법은 용탕을 청정하는 색다른 방법이라 할 수 있다. 알루미늄 주조에서는 탕도는 하형에 설치하고 ingate는 상형에 두어 주형내의 불순물의 혼입을 막도록 함이 좋고, 주철, 주강류는 이와는 반대로 상형에 탕도를 설치하고 ingate는 하형에 설치토록 함이 좋다. |
|
● 압탕(risers) ◆ 압탕의 역할 압탕의 주요기능은 주물이 응고하는 마지막까지 용탕을 공급하는 데에 있다. 어느 경우에는 압탕을 탕구계의 일부로 보기도 한다. 압탕의 크기는 주입할 금속의 종류에 따라 다를 수 있다. 주형에 대한 과도한 압력이나 약한 주형 때문에 주물이 원래의 치수보다 팽창하거나 부풀어 오를 경우 압탕으로부터 모자라는 양만큼 더 용탕을 보충하여야 한다. |
|
◆ 압탕의 계산 주물이 완전히 응고를 완료할 때까지 용탕을 공급할 수 있어야 한다는 문제는 몇 가지 변수에 의해 좌우되며 이들 중 중요한 것을 다음에 열거하였다. (1) 압탕의 형태 |
|
◆ 압탕의 형태 주물은 자신의 열에너지를 복사, 전달, 대류에 의해 외부로 전달한다. 이때 주물의 표면적과 체적의 차가 열전달속도에 있어 중요하다. 이러한 개념을 수식적으로 나타낸 거시 시보리노프의 식(Shivorinov's rule)이다.
이식으로부터 주물과 같거나 더 큰 응고시간을 갖는 압탕의 최소크기는 그 형태가 구형일 때라는 사실을 알 수 있다. 그러나 이러한 형태는 압탕의 형태로는 사용될 수 없고 실제조업에서는 원주형의 모양이 사용되고 있다. |
|
◆ 주물형태에 따른 압탕의 크기 위의 시노리노프 법칙으로부터 판상의 주물이 원주형 주물보다 훨씬 짧은 응고시간을 갖는다. 따라서 압탕의 표면적 대 부피의 차와 주물의 표면적 대부피의 차 다음과 같은 관계식이 성립한다.
압탕계산에서 또 한가지 고려해야 할 점은 압탕에서 형성되는 파이프(pipe)의 형상이다. 만일 이러한 파이프가 주물에까지 연속이 된다면 아무리 주물의 다른 부분이 건전하더라도 건전한 주물을 얻을 수 없다. 압탕의 크기를 계산하는데에는 여러 가지 방법들이 제시되고 있다. 이 방법 중의 한가지가 형상계수를 이용하는 것이다. 여기서 형상계수란 주물의 길이와 너비의 합을 주물의 두께로 나눈 값(L+W)/T를 말한다. 이외에 다른 방법들에서는 주물형상과 수축의 양상에 따라 압탕크기를 계산할 수 있다. 여기서 가단주철에서 상당히 성공적이었다고 입증된 방법을 소개한다. 이방법은 건전한 주물을 얻을 수 있는 압탕계에서 실제로 수축파이프와 주물을 측정한 방법이다. 측정방법은 파이프에 물을 채워 그 부피를 재거나, 외형의 크기로부터 계산한 압탕의 무게와 실제무게로부터 비교하여 구한다. 일반적으로 압탕을 결정하는 과정은 다음과 같다. (1) 주물의 중량을 구한다.
(3) DP와 HP, 즉 파이프의 지름과 높이를 계산한다.
(4) DR을 구하여야 한다. 이 값은 압탕의 직경을 의미하며 DR=2W+DP이다. 여기서 W는 주물의 유효두께를 의미한다. |
|
◆ 압탕의 위치 압탕을 설치하지 않고 긴 봉이나 판재를 주조할 때 양끝으로부터 어떤 길이까지는 건전한 조직이 얻어진다. 이것은 다른 곳보다 끝부분에서의 열방출이 커서 이곳에서부터 방향성으고가 진행되기 때문이다. 또한 이러한 긴 봉이나 판재의 중앙지점 적절한 곳에 압탕을 설치하여 수평으로 주조하면 압탕으로부터 양쪽의 얼마만큼의 거리까지는 압탕의 급냉에 의해 건전한 조직이 얻어지고 이 이외의 지점은 수축에 의해 건전하지 못한 곳이 생기게 된다. 이러한 두 효과를 각각 단부효과(end effect)와 압탕효과(riser effect)라고 정의한다. 만일 여러 가지 두께를 갖는 주물을 만든다면 두께가 서로 다른 부분의 경계부분의 어느 한쪽에는 건전성에 문제가 생기는 부분이 나타날 것이다. 만일 두께가 얇은 것을 두꺼운 것에 붙여 놓는다면 두꺼운 쪽의 건전한 구역의 넓이는 짧은 쪽의 것보다 적어진다. 역으로 얇은 부분 옆에 두꺼운 부분이 붙어 있으면 두꺼운 부분이 없는 경우보다 있는 경우에 건전한 영역이 얇은쪽에 더 크게 나타난다. 또 다른 경우로서 두께가 두꺼운 부분과 얇은 부분이 동시에 중간두께의 부분에 붙어 있을 때를 생각할 수 있다. 표 3-4는 주강에 있어서 여러 가지 경우에 대한 급탕거리를 계산할 수 식을 표시하고 있다. 다른 합금의 경우에서도 이와 비스한 식을 만들 수 있다. 이러한 연구에 대한 결과 중의 하나가 균일한 두께의 경우보다 두께에 구배를 가진 경우에 건전한 조직이 더 쉽게 얻어진다는 사실이다. 이러한 압탕과 단부의 효과를 알고 있다면 봉이나 판재의 주물 전체가 건전한 조직을 갖도록 하는 압탕의 위치를 찾을 수 있다.
표 3. 주물의 두께 T에 따른 압탕의 급탕거리 |

|
◆ 맹압탕(blind risers) 대부분의 압탕들은 대기에 노출되어 있다. 표면적 대 부피의 차를 최소로 줄이기 위하여 사형으로 밀폐되어진 압탕을 맹압탕이라고 한다. 강의 경우에서는 응고중 외부로부터 껍질을 만들므로 탕구가 일찍 응고하여 주물과 맹압탕은 밀폐된 금속의 껍질을 만든다. 따라서 응고도중에 형성되는 수축에 의해 부분적으로 진공이 된다. 압탕의 껍질에는 흑연 또는 주물사로 만든 코어를 꽂아 대기와 통하도록 해야 한다. 이런 맹압탕을 특히 대기연계압탕(atmospheric-riser) 또는 가압압탕(pressure-riser)이라고 부른다. 이외에도 맹압탕은 여러 가지 이점을 갖고 있는데 그 중 몇 가지 예를 들면 다음과 같다. (1) 가장 고온의 금속은 맹압탕에 있고 가장 저온의 금속은 주물내에 있게 된다. 이러한 현상은 방향성응고를 촉진한다. |
|
◆ 내부압탕(internal riser) 주물의 전체 또는 부분적으로 둘러싸여진 압탕을 내부 압탕이라고 한다. 이러한 형태의 압탕은 내부의 모양이 원형 또는 원주형의 공간을 갖는 주물의 내부에 설치할 수 있다. 압탕이 부분적으로나마 주물에 둘러싸여 있으면 그 냉각속도가 느려져서 급탕 능력이 우수해진다. 따라서 이러한 압탕은 주물의 위나 옆에 설치한 압탕보다 이점을 갖고 있다. 이러한 이유 때문에 보통의 압탕보다 크기가 작아도 되며 주물의 회수율을 높일 수 있다. |
|
◆ 여러 개의 주물을 한 그룹으로 모으는 경우 내부압탕과 매우 밀접하게 관계된 경우로서 한 개의 압탕에 여러 개의 주물들을 연결하여 효율을 높이는 방법이 있다. 한 개의 압탕이 여러 개의 주물에 대해 급탕역할을 할 뿐 아니라 압탕 근처에서 주물들이 모여 연결되면 냉각속도를 늦추어서 압탕의 크기를 줄일 수 있다. |
|
◆ 주물과 압탕의 연결 압탕을 어떻게 주물에 연결할 것인가는 첫째로 압탕에 얼마나 주물에 대해 잘 급냉할 수 있는가, 둘째로 압탕의 응고 후 제거가 얼마나 용이한가를 결정해주기 때문에 중요한 문제가 된다. 또한 연결방법에 따라 어느 정도까지는 압탕이 응고를 완료하기 직전에 응고에 의해 생겨나는 수축부의 깊이를 조절할 수 있다. 수축부의 깊이를 잘 조절한다면 주물에까지 수축부의 침투는 일어나지 않을 것이다. 주강인 경우(상부압탕이든 측면압탕이든) 목부분의 직경, 높이, 폭에는 관심을 둘 필요가 없다. 중요한 것은 목부분의 면적이며 이것은 압탕목의 길이에 의해 주어진다. |
|
◆ 단열 및 발열재 압탕의 응고시간을 증대시키는 기술의 발전에 의해 재래의 방법에서는 큰 압탕을 사용했던 것이 보다 작은 압탕으로 꼭 같은 역할을 하게 하고 있다. 이러한 결과로 회수율이 증대되며 압탕제거와 같은 후처리비용이 감소되었다. 단열 또는 발열슬리브(sleeve)의 사용으로 압탕의 응고시간을 증가시킨다는 것은 열전달의 이론을 생각하면 당연한 것이다. 단열재는 열이동속도를 감소시키기 위해 아주 낮은 열확산도를 갖는 재료를 이용한다. 단열 및 발열슬리브는 대기로 복사되는 열손실을 최소로 하기 위해 압타의 상부에 보온물질을 사용한다. 상부에 덮는 보온재료는 압탕을 파이프형보다는 접시 모양으로 수축시키기 때문에 antipiping compound라고 부른다. 이 antipiping compound로써 사용되는 재료로는 발열재 및 단열재, 분말목탄, 흑연재, 쌀겨, 보리겨, 분말로 된 내화물이 있다. 이들 재료의 사용에 있어서 한 가지 문제점은 반응에 의한 가스의 방출이다. 주물에서 가스에 의한 결함을 방지하기 위해서는 가스배출에 상당한 주의를 기울여야 한다. |
|
◆ 냉금(칠, chill) 냉금(chill)을 시용하면 보다 빠른 열방출속도를 가져오는데 이는 냉금재료가 높은 열확산도를 갖기 때문이다. 따라서 냉금은 방향성응고를 촉진시키는 급격한 온도구배를 갖게 한다. 냉금은 단부효과를 증가시키고 정상적으로는 단부효과가 일어나지 못하는 압탕사이에 사용될 때 인위적인 단부효과를 일으킬 수 있다. 냉금으로 사용되는 일반적인 재료는 흑연, 구리, 강, 주철 등이다. 냉금은 표면이 주형에 고정되게 하기 위해 주형 또는 코어에 박아서 사용한다. 이러한 식으로 사용하는 냉금을 외부냉금이라고 한다. 이외에도 종종 사용되는 또 다른 형태의 냉금이 내부냉금이다. 이것은 주형의 공간내로 튀어나와 있다가 주물과 융착되어 완전히 주물의 일부분이 되는 금속의 냉금이다. 내부냉금의 사용은 외부냉금보다 사용에 엄격한 제한이 따른다. 내부냉금을 사용할 때는 다음의 사항을 유의해야 한다. (1) 냉금이 주물과 같이 융착되지 않으면 이로 인한 취약점이 생긴다. |
|
◆ 패딩(padding) 경우에 따라서 급냉을 사용하기보다는 오히려 단면 그 자체에 구배진 패딩을 함으로써 방향성 응고를 얻는 것이 편리할 때가 있다.
------------------------------------------------------------------------------------------------------------------ ⊙주조의 응고이론⊙
● 주조방안/중요성 미국의 주조학회(A.F.S)가 발표한 내용을 근거로 탕구계의 구성을 요약하면 다음과 같다. ------------------------------------------------------------------------------------------------------------------ 탕구비 (Gating ratio ) (1) Pressurized gating system (가압 탕구계) - 탕구비가 sprue - runner - gate 순서로 적어지는 gating system. - gate쪽에 압력이 걸림. - 비중이 크며 산화물생성이 적은 금속(회주철등)에 이용. <이점> <단점> 주입구에서의 유속이 커서 가스의 흡입, 주형 공간내에서 난류의 발생, 주형의 파손, 산화물의 형성 등 주조결함의 발생용이. (2) Unpressurized gating system (비가압 탕구계) - 탕구비가 sprue - runner - gate순서로 커지는 gating system - gate쪽에 압력이 안 걸림 - 일반적으로 산화성이 큰 금속(Al, Mg합금 등)의 주물 주형에 이용. 즉 난류를 방지하고 공기나 가스의 흡입 또는 산화물의 형성을 피하도록 주형 공간부로의 유입속도를 낮추는 방법. <단점>
(3) 탕구 - 탕도 - 게이트(sprue - runner - gate)비 : (SRG비)
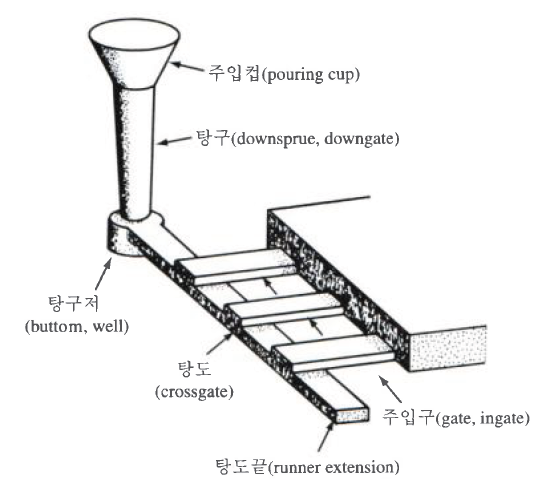
------------------------------------------------------------------------------------ 개요 주입컵 (pouring cup, pouring basin), 탕구(sprue), 탕도 (runner), 주입구 (gate, ingate)의 집합을 의미 탕구계의 기능 주입컵 (pouring cup, pouring basin), 탕구(sprue), 탕도 (runner), 주입구 (gate, ingate)
탕구계 (gating system)
Fig : Schematic illustration of a typical riser-gated casting. Risers serve as reservoirs, supplying molten metal to the casting as it shrinks during solidification.
탕구계의 기능 1. 주형공간에 용탕을 주입 2. 주형의 침식이나 가스의 흡입을 예방하기 위해 가급적 난류를 일으키지 않고 주형에 유도 할 것 3. 주물의 응고 시 가급적 최적의 온도기울기 부여. 4. 주입 금속에 대해 적절한 skimming action (산화물, slag 분리).
탕구계의 기능을 발휘하기 위해서는 다음과 같은 점을 조절 1. 주입속도 2. 주형으로 인도하는 주입구의 크기, 수, 위치 3. 탕구와 탕도의 치수와 형상 4. 래들, 주탕컵, 주입컵(pouring basin)가 같은 주입장치의 모양과 크기 5. 주입 시와 응고 시의 주형위치 6. 용탕의 온도 (유동성) ------------------------------------------------------------------------------------ 탕구계의 용어 미국의 주조학회(A.F.S)가 발표한 탕구계의 요약 (1) 주입컵 (pouring cup) : 용융금속이 제일 먼저 부어지는 곳으로 탕구 입구에 있는 확대된 지역. (2) 탕구 (sprue) : 용융금속이 탕구계의 여러 부분에 흘러가는 수직통로. (3) 탕구저 (sprue base) : 탕구바닥에 있는 넓은 원통형이나 장방형 부분. (4) 탕도 (runner) : 금속이 흘러 지나가는 중요 수평통로. (5) 주입구 (gate) : 탕도와 주형공간을 연결하는 짧은 입구. (6) 탕도연장 (runner extension) : 탕도가 막힌 끝부분으로 마지막 주입구를 지나 연장된 부분. (7) choke : 주물 본체에 slag나 잡물이 들어가는 것을 막거나, 주입속도를 조절하기 위해 탕구를 조인 부분. (8) 이외에도 슬래그, 잡물의 혼합을 막기 위한 skimmer core, strainer, screen, 등을 사용하며, 대량의 용탕을 주입하는 경우 탕구계의 침식을 막기 위해 주입대야 밑과 탕구 밑에 splash core를 사용하기도 한다. 주입시간 및 주입온도 주입시간 주입온도 ⇒ 기공발생, 심한 수축으로 인한 균열발생 ⇒ 불량원인 제공 유체 ① 층류 (Stream line flow, Laminar flow) 직각방향의 속도성분은 0임. ② 난류 (Turbulent flow, 亂流) 속도성분이 존재함.
(2) 주입 컵, 주입대야 (pouring cup, pouring basin) (a) : 주물의 재질을 크게 문제 삼지 않을 경우 (b)~(h) : 불순물이나 slag가 없는 용탕을 난류 없이 주입할 때 湯溜를 붙인다. (b), (c) : 작은 주형에 사용 (d) : 불순물을 제거하기 위한 것 (e) : 湯溜에 용탕을 고이게 한 다음 stopper를 제거하여 깨끗한 용탕만 주입 (f), (g), (h) : 탕구의 입구에 strainer를 붙인 것.
strainer : 철강에는 규사로 만든 코어를 사용하고, 동합금이나 경합금에는 (g)와 같이 강으로 만든 망을 쓴다. 용탕의 주입력이 약해져서 유동성이 나빠진다.
strainer를 사용해서 slag를 제거할 경우
strainer : 구멍이 많이 뚫린 원판, 여과기, 도기제가 좋다. strainer의 효과
----------------------------------------------------------------------------------- 5.2 탕구계의 설계 5.2.1 주입 컵(pouring cup, pouring basin)
5.2.2 탕구계의 형상 ① 공기 또는 산화 개재물이 주물에 혼입된다. ② 탕구계의 주형 벽을 침식하여 주물에 주물사를 개재시킨다. ③ 용탕의 유속을 감소시킨다. ⇒ 적당한 유선형은 난류를 줄이고 가스혼입을 막을 수 있다.
최소한으로 한다.
그림 4.8 용탕의 난류에 미치는 탕구의 설계 ----------------------------------------------------------------------------------- 탕구 (sprue) (1) 상주식 탕구 (Top gate) (2) 분리선 탕구 (Parting line gate) (3) 하주식(압상식) 탕구 (Bottom gate) (4) 다단(계단) 탕구 (Step gate) (5) 경주식 탕구 (주형의 반전 조작) 탕구의 위치 ⇛ 주입구의 수를 늘리거나 분산시킨다. (유동성↑) : 그림 4.9(a) 참조
탕구의 종류
(1) 상주식 탕구 (Top gate)
(3) 하주(압상)식 탕구 (Bottom gate) → 주입구의 입구에 강력한 열점 (hot spot)이 발생 → 수축공 발생 ⇒ 주입구의 단면적을 적게 하여 여러 개의 주입구를 붙인다. ⇒ 양호한 온도 기울기 (수축공은 주물에서 어느 특정한 위치의 응고율이 그 주변보다 느릴 때 발생하는데 이런 위치를 열점(hot spot) 이라고 한다.)
(4) 계단(다단) 탕구 (Step gate) ⇒ 주입구를 주물에 대해서 어떤 각도로 상향으로 경사
(5) 경주식 탕구 (주형의 반전 조작)
탕도 (runner)
탕도는 탕구보다 큰 단면을 지니고 있는데 이 탕도를 이용해서 slag나 산화물을 제거하거나 혹은 용탕의 흐름이 조용하게 될 수 있게 강구한 것이 있다.
Fig. 탕도의 형상 (탕도에서의 slag 제거)
주입구 (gate) 가장 아래 쪽의 얇은 부분 gate 부근의 과열 → 2 gate↑ 대부분 별도 설치 runner끝에 gate를 설치해서는 안된다. (e), (b)
주입구의 단면
그림 4.27 제품 손상을 막기 위한 gate설치의 예 ----------------------------------------------------------------------------------- 주입구 (gate) (1) 상부 게이트(top gate)
(2) 샤워 게이트(shower gate)
(3) 휠 게이트(wheel gate)
(4) 말굽 게이트(horse shoe gate)
(5) 스텝 게이트(step gate)
(6) 하부 게이트(bottom gate) ⇒ 압탕을 충분히 붙여서 최후에 응고하는 부분이 상부에 올 수 있게 한다.
(7) 나이프 게이트(knife gate)
(8) 랩 게이트(lap gate) ① runner에서 깨끗하게 된 용탕을 빨리 주입할 수 있을 것. ② 용탕은 주형의 구석구석까지 잘 흐르게 할 수 있을 것. ③ 주형 중에 들어 간 용탕은 흐름이 길게 되지 않게 할 것. ④ 주형이 파손되지 않게 할 것.
------------------------------------------------------------------------------------ 탕구계의 설계 시 고려 할 사항
탕구계를 고려한 주형제작 5.3.8 가스빼기 (vent) → 탕구에서 멀고, 가스배출이 어려운 곳에 vent를 설치.
5.3.9 플로 오프 (flow off)
------------------------------------------------------------------------------------ 1. 탕구계의 개요 - 탕구계(gating system)라 함은 주형 중의 빈 자리에 용탕을 충만시키는데 필요한 통로를 말한다. 즉, 탕구계는 탕구(sprue, downgate), 탕도(runner, crossgate), 주입구(gate, ingate)등을 포함한 총칭이라 할 수 있다.
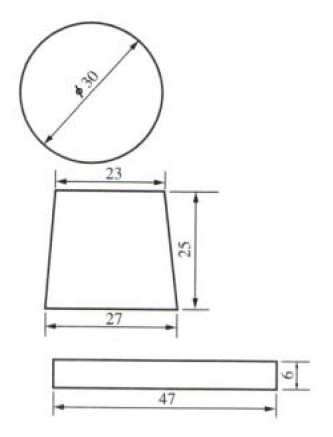
2. 탕구비(gating ratio)의 정의 1) 탕구비라 함은 탕구, 탕도, 주입구 등의 단면적의 비를 말하는 것이며 보통 탕구단면의 넓이, 전 탕도단면의 넓이, 전 주입면의 넓이로 표시한다. 예를 들면, 탕구는 25㎠, 탕도는 50㎠, 주입구는 50㎠라 할 때 이의 탕구비는 1 : 2 : 2로 된다. 2) 탕구비는 주조방안을 세울 때 매우 중요한 값이 된다. 그러나 이 관계는 용탕의 화학성분과 주형의 모양 및 주입온도 등에 따라 일정하지 않으며 실험값도 각각 다른 결과를 가져올 때가 많다. 3. 탕구비의 계산 1) 탕구, 탕도, 주입구의 치수를 그림과 같이 했을 때의 탕구비는 다음과 같이 주어지는데 반대로 먼저 탕구비를 결정했을 때에는 탕구, 탕도, 주입구의 어느 하나가 정해지면 탕구비에서는 다른 2개는 계산할 수 있다.
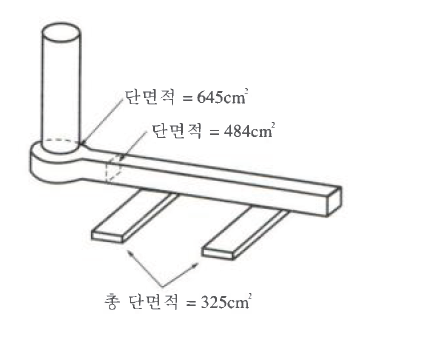
● 탕구 단면적 = π/4 x 30² = 707㎟ ● 탕도 단면적 = 23+27/2 x 25 =625㎟ ● 주입구의 총단면적(2개소) = (47x6) x 2 = 564㎟ 2) 따라서, 탕구 단면적(707) : 탕도 단면적(625) : 주입구 단면적(564) 이므로 탕구비는 1 : 0.9 : 0.8이 된다. 3. 주입방식에 따른 분류 1) 가압식 탕구계 - 압력 주입방식(가압주입방식)에서는 탕구비가 주철에 많이 쓰이는 1 : 0.75 : 0.5또는 1 : 2 : 1등과 같이 주입구의 면적이 탕구의 면적보다 크지 않아서 용탕 흐름의 제한 때문에 남게 된다. ⅰ) 장점 ㄱ. 탕구계에는 항상 용탕이 충만되고 있다. 즉 주입구에 걸리는 저항 때문에 생기는 압력에 의하여 용탕은 주형벽에서 분리되지 않으며 이로 인해서 공기의 혼입을 생각할 필요가 없다. ㄴ. 여러 개의 주입구를 만들 때 각각의 단면적이 동일하지 않으면 용탕의 흐름도 동일하지 않고 압력이 걸리지 않는 비압력주입(비가압주입방식)방식에서는 용탕의 흐름에 의한 운동에너지는 탕도의 거리에 반비례하게 되어 탕구에서 멀리 떨어져 있는 주입구에서는 용탕이 부족하게 되는 경향이 있다. 압력 주입방식에 있어서 탕구 단면적을 제한하면 운동에너지의 효과는 감소하게 되고 동일한 탕구의 크기라면 유속은 거의 같게 된다. ㄷ. 일정한 유속에 있어서 압력 주입 방식은 저압의 경우보다 부피가 적어지며 주물의 주조수율이 커진다(단면적이 적기 때문에). ⅱ) 단점 ㄱ. 단면 형상이 양호산 유선형이 아니면 연결부나, 꺼지는 부분에서 상당한 난류가 일어나며 또한 용탕이 주형 내에 유입할 때의 속도가 크기 때문에 많은 난류가 생기며 공기의 혼입, 협잡물의 발생, 주형의 침식 등을 일으킬 가능성이 있다. ㄴ. 주철 주조공장의 대부분이 탕도는 탕구보다 10%, 주입구는 탕도보다 10%씩 적은 단면을 가진 1 : 0.9 : 0.81의 압력 주입탕구를 이용하여 약간의 압력이 걸릴 정도로 하고 있다. 이는 탕구계에서는 다소의 난류가 일어나도 재질에 특별한 해를 끼치지 않는다고 생각하기 때문이다. 그러나 만일 주형 내에 유입되는 용탕의 속도가 너무 크면 주형 침식이 일어날 수 있다.
가압식 탕구계(탕구비 = 1 : 0.75 : 0.5)
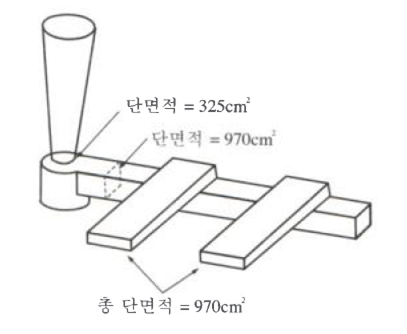
2) 비가압식 탕구계 ⅰ) 장점 ㄱ. 황동과 청동은 합금 조성에 따라 압력 또는 비압력 탕구계로 설계할 수 있다. 산화성이 큰 경금속(알루미늄과 마그네슘)은 비압력 주입탕구계로 설계하는 것이 정상적이다. 이런 합금에서는 탕구계 내에서의 난류를 최소한으로 해야 하고, 공기 혼입과 산화물의 형성을 억제할 수 있을 정도로 주형에의 유입속도는 낮아야 한다. ㄴ. 비압력 주입탕구계는 압력 주입탕구계에 비하여 용탕의 속도가 훨씬 낮다는 이점이 있다. 탕도와 탕구의 단면적이 크면 비교적 낮은 유속에서도 충분한 유량을 갖게 한다. 따라서 탕구 내의 난류가 주형의 공극부에서의 용탕 분출이 줄어든다. ⅱ) 단점 ㄱ. 비압력 주입방식은 주입 중에 용탕이 완전하게 채워질 수 있도록 하기 위해서 신중한 설계가 필요하다. 탕구는 거의 또는 전혀 배압을 나타내지 않으므로 부적당하게 설계된 탕구나 탕도는 결코 완전히 충만되지 않으며, 만일 충만된다 하더라도 분리효과가 쉽게 일어난다. 하형에 탕도를, 상형에 탕구를 설치한다는 것은 완전 충만을 유지하는데는 도움이 되지만 유선형으로 하는 것이 분리효과 및 공기의 혼입을 막아주기 위해서 중요하다. ㄴ. 비압력 주입방식에서는 여러 개의 주입구에서 균등한 유량을 얻기 힘들다. 다단탕구에서처럼 비압력 탕구계에서는 흐르고 잇는 용탕의 운동에너지에 의해서 용탕은 탕도 끝까지 운반되어 탕구에서 가장 먼 주입구에 유입되게 하는 경향이 있다. ㄷ. 비압력 주입방식은 큰 탕도와 탕구를 필요로 한다. 비압력 주입탕구계는 탕도와 탕구의 비교적 큰 단면적 때문에 일반적으로 같은 유량의 압력 주입방식 탕구계에 비하여 탕구계의 크기가 더 크기 때문에 주조수율이 좋지 않다.
비가압식 탕구계(탕구비 = 1 : 3 :3) ----------------------------------------------------------------------------------- 압탕(risers)
◆ 압탕의 역할 압탕의 주요기능은 주물이 응고하는 마지막까지 용탕을 공급하는 데에 있다. 어느 경우에는 압탕을 탕구계의 일부 로 보기도 한다. 압탕의 크기는 주입할 금속의 종류에 따라 다를 수 있다. 주형에 대한 과도한 압력이나 약한 주형 때 문에주물이 원래의 치수보다 팽창하거나 부풀어 오를 경우 압탕으로부터 모자라는 양만큼 더 용탕을 보충하여야 한다.
◆ 압탕의 계산 주물이 완전히 응고를 완료할 때까지 용탕을 공급할 수 있어야 한다는 문제는 몇 가지 변수에 의해 좌우되며 이들 중 중요한 것을 다음에 열거하였다.
(1) 압탕의 형태 (2) 주물의 형태에 따른 압탕의 크기 (3) 압탕의 위치 (4) 제조할 주물들의 조합배치 (5) 압탕과 주물과의 연결 (6) 냉금(chill)의 사용 (7) 단열재나 발열재의 사용 (8) 연결부분에서 일어나는 특수한 조건
◆ 압탕의 형태 주물은 자신의 열에너지를 복사, 전달, 대류에 의해 외부로 전달한다. 이때 주물의 표면적과 체적의 차가 열전달속 도에 있어 중요하다. 이러한 개념을 수식적으로 나타낸 거시 시보리노프의 식(Shivorinov's rule)이다. 이식으로부터 주물과 같거나 더 큰 응고시간을 갖는 압탕의 최소크기는 그 형태가 구형일 때라는 사실을 알 수 있 다. 그러나 이러한 형태는 압탕의 형태로는 사용될 수 없고 실제조업에서는 원주형의 모양이 사용되고 있다.
◆ 내부압탕(internal riser) 주물의 전체 또는 부분적으로 둘러싸여진 압탕을 내부 압탕이라고 한다. 이러한 형태의 압탕은 내부의 모양이 원형 또는 원주형의 공간을 갖는 주물의 내부에 설치할 수 있다. 압탕이 부분적으로나마 주물에 둘러싸여 있으면 그 냉각 속도가 느려져서 급탕 능력이 우수해진다. 따라서 이러한 압탕은 주물의 위나 옆에 설치한 압탕보다 이점을 갖고 있 다. 이러한 이유 때문에 보통의 압탕보다 크기가 작아도 되며 주물의 회수율을 높일 수 있다.
◆ 패딩(padding) 경우에 따라서 급냉을 사용하기보다는 오히려 단면 그 자체에 구배진 패딩을 함으로써 방향성 응고를 얻는 것이 편 리할 때가 있다.
◆ 맹압탕(blind risers) 대부분의 압탕들은 대기에 노출되어 있다. 표면적 대 부피의 차를 최소로 줄이기 위하여 사형으로 밀폐되어진 압탕 을 맹압탕이라고 한다. 강의 경우에서는 응고중 외부로부터 껍질을 만들므로 탕구가 일찍 응고하여 주물과 맹압탕은 밀폐된 금속의 껍질을 만든다. 따라서 응고도중에 형성되는 수축에 의해 부분적으로 진공이 된다. 압탕의 껍질에는 흑연 또는 주물사로 만든 코어를 꽂아 대기와 통하도록 해야 한다. 이런 맹압탕을 특히 대기연계압 탕(atmospheric-riser) 또는 가압압탕(pressure-riser)이라고 부른다.
이외에도 맹압탕은 여러 가지 이점을 갖고 있는데 그 중 몇 가지 예를 들면 다음과 같다.
(1) 가장 고온의 금속은 맹압탕에 있고 가장 저온의 금속은 주물내에 있게 된다. 이러한 현상은 방향성응고를 촉진한다. (2) 맹압탕의 위치를 결정함에 어느 정도 융통성이 있다. (3) 맹압탕의 크기는 개방압탕보다 작아도 된다. (4) 응고 후에는 주물로부터 맹압탕의 제거가 비교적 용이하다.
◆ 압탕의 위치 압탕을 설치하지 않고 긴 봉이나 판재를 주조할 때 양끝으로부터 어떤 길이까지는 건전한 조직이 얻어진다. 이것은 다른 곳보다 끝부분에서의 열방출이 커서 이곳에서부터 방향성으고가 진행되기 때문이다. 또한 이러한 긴 봉 이나 판재의 중앙지점 적절한 곳에 압탕을 설치하여 수평으로 주조하면 압탕으로부터 양쪽의 얼마만큼의 거리까지는 압탕의 급냉에 의해 건전한 조직이 얻어지고 이 이외의 지점은 수축에 의해 건전하지 못한 곳이 생기게 된다. 이러한 두 효과를 각각 단부효과(end effect)와 압탕효과(riser effect)라고 정의한다. 만일 여러 가지 두께를 갖는 주 물을 만든다면 두께가 서로 다른 부분의 경계부분의 어느 한쪽에는 건전성에 문제가 생기는 부분이 나타날 것이다. 만일 두께가 얇은 것을 두꺼운 것에 붙여 놓는다면 두꺼운 쪽의 건전한 구역의 넓이는 짧은 쪽의 것보다 적어진다. 역으로 얇은 부분 옆에 두꺼운 부분이 붙어 있으면 두꺼운 부분이 없는 경우보다 있는 경우에 건전한 영역이 얇은쪽에 더 크게 나타난다. 또 다른 경우로서 두께가 두꺼운 부분과 얇은 부분이 동시에 중간두께의 부분에 붙어 있을 때를 생 각할 수 있다. 주강에 있어서 여러 가지 경우에 대한 급탕거리를 계산할 수 식을 표시하고 있다. 다른 합금의 경우에서도 이와 비스한 식을 만들 수 있다. 이러한 연구에 대한 결과 중의 하나가 균일한 두께의 경우보다 두께에 구 배를 가진 경우에 건전한 조직이 더 쉽게 얻어진다는 사실이다. 이러한 압탕과 단부의 효과를 알고 있다면 봉이나 판 재의 주물 전체가 건전한 조직을 갖도록 하는 압탕의 위치를 찾을 수 있다.
◆ 여러 개의 주물을 한 그룹으로 모으는 경우 내부압탕과 매우 밀접하게 관계된 경우로서 한 개의 압탕에 여러 개의 주물들을 연결하여 효율을 높이는 방법이 있다. 한 개의 압탕이 여러 개의 주물에 대해 급탕역할을 할 뿐 아니라 압탕 근처에서 주물들이 모여 연결되면 냉각속도를 늦추어서 압탕의 크기를 줄일 수 있다
◆ 주물과 압탕의 연결 압탕을 어떻게 주물에 연결할 것인가는 첫째로 압탕에 얼마나 주물에 대해 잘 급냉할 수 있는가, 둘째로 압탕의 응고 후 제거가 얼마나 용이한가를 결정해주기 때문에 중요한 문제가 된다. 또한 연결방법에 따라 어느 정도까지는 압탕이 응고를 완료하기 직전에 응고에 의해 생겨나는 수축부의 깊이를 조절할 수 있다. 수축부의 깊이를 잘 조절한다면 주 물에까지 수축부의 침투는 일어나지 않을 것이다. 주강인 경우(상부압탕이든 측면압탕이든) 목부분의 직경, 높이, 폭 에는 관심을 둘 필요가 없다. 중요한 것은 목부분의 면적이며 이것은 압탕목의 길이에 의해 주어진다.
◆ 단열 및 발열재 압탕의 응고시간을 증대시키는 기술의 발전에 의해 재래의 방법에서는 큰 압탕을 사용했던 것이 보다 작은 압탕으로 꼭 같은 역할을 하게 하고 있다. 이러한 결과로 회수율이 증대되며 압탕제거와 같은 후처리비용이 감소되었다. 단열 또는 발열슬리브(sleeve)의 사용으로 압탕의 응고시간을 증가시킨다는 것은 열전달의 이론을 생각하면 당연한 것이다. 단열재는 열이동속도를 감소시키기 위해 아주 낮은 열확산도를 갖는 재료를 이용한다. 단열 및 발열슬리브는 대기로 복사되는 열손실을 최소로 하기 위해 압타의 상부에 보온물질을 사용한다. 상부에 덮는 보온재료는 압탕을 파 이프형보다는 접시 모양으로 수축시키기 때문에 antipiping compound라고 부른다. 이 antipiping compound로써 사용되는 재료로는 발열재 및 단열재, 분말목탄, 흑연재, 쌀겨, 보리겨, 분말로 된 내화물이 있다. 이들 재료의 사용에 있어서 한 가지 문제점은 반응에 의한 가스의 방출이다. 주물에서 가스에 의한 결함을 방지하기 위해서는 가스배출에 상당한 주의를 기울여야 한다. |