|
목 차
1 장 개 요(교과서 p.706)
NC (수치제어)란 numerical control의 약어로 "부호와 수치로써 구성된 수치정보로 기계의 운전을 자동제어 하는 것"을 의미한다. 즉, 사람이 이해할 수 있게 작성된 설계나 도면을 기계가 받아들일 수 있는 고유의 언어로 정보화하고 이를 천공 tape 또는 floppy disket 등을 이용하여 수치제어장치에 입력시켜 입력된 정보대로 기계를 자동제어하는 것을 말한다. 최근에는 컴퓨터의 발달로 NC공작기계에 computer를 내장한 CNC 공작기계가 널리 이용되고 있으며 통상 NC라고 하면 CNC를 가르키고 있다.
CNC(computer numerical control)는 여러 분야의 기계에 적용되어 사용되고 있으며 특히 현대사회의 급격한 정보화, 전문화에 따른 다품종 소량생산 체제가 요구되고 원가절감 및 생산성 향상으로 경쟁력을 갖추기 위해 NC 공작기계가 널리 사용되고 있으며 여러 대의 CNC공작기계에 공작물이나 공구 등을 운반하는 자동 반송 장치와 자동화 창고, 로봇 등과 연결해서 이들을 computer로 관리하는 공장 자동화도 급속도로 보급되고 있다.
본 교재에서는 CNC공작기계에 대한 개념과 CNC선반에 대하여 기술한다.
-
 cncod.ram cncod.ram
CNC선반에서 외경절삭한다.
 nccutting-1.ram(578KB) nccutting-1.ram(578KB)
CNC선반에서 taper 절삭한다.
 cncmirror.ram cncmirror.ram
CNC선반에서 taper 절삭한다.
[1] CNC 공작기계의 특징
- 공작기계가 공작물을 가공 중에도 part program 수정이 가능하다.
- inch 단위의 program을 쉽게 meter 단위로 자동 변환할 수 있다.
- part program을 macro 형태로 저장시켜 필요시 불러 사용할 수 있다.
- 품질이 균일한 생산품을 얻을 수 있다.
- 고장 발생시 자기진단이 가능하다.
- 제조원가 및 인건비를 절감할 수 있다.
[2] NC 및 CNC 공작기계의 차이점
-
(1) NC 공작기계:
-
각종 논리소자와 기억소자를 조합해 만든 전자회로에 의해 필요한 기능을 발휘하는 제어 장치이므로 제한된 기능만 수행하며 기능변경이 곤란하다.
-
(2) CNC 공작기계:
-
programming만으로 쉽게 기능이 변경되므로 유연성이 높고 계산능력이 훨씬 크다.
[3] CNC 제어장치의 구성
-

[4] CNC 공작기계의 제어방법
[4-1] servo 기구
servo 기구는 자동제어의 일부로서 선박이나 항공기의 자동제어, 온도 및 압력 등의 자동평형계기 등에 널리 쓰이며, 특히 공작기계에서는 기계의 이동 거리, 위치와 속도를 제어하기 위하여 cam, limit switch를 조합하여 sequence 제어나 program 제어로 사용된다.
-
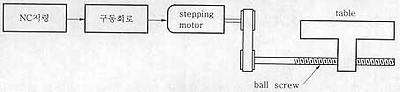
(1) 개방회로 방식(open-loop control system) :
-
구동 전동기로 pulse 전동기를 이용하며 제어장치로 입력된 pulse 수 만큼 움직이고 검출기나 feedback 회로가 없으므로 구조가 간단하며 pulse 전동기의 회전 정밀도와 ball screw의 정밀도에 직접적인 영향을 받는다. .
-
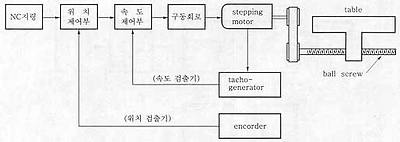
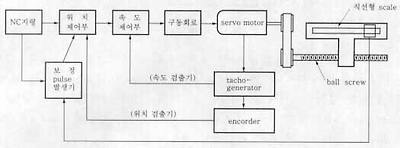
(2) 반폐쇄회로 방식(semi-closed loop control system) :
-
위치와 속도의 검출을 servo motor의 축이나 ball screw의 회전 각도로 검출하는 방식으로 최근에는 고정밀도의 ball screw 생산과 backlash 보정 및 pitch 오차 보정이 가능하게 되어 대부분의 CNC공작기계에서 이 방식을 채택하고 있다.
-
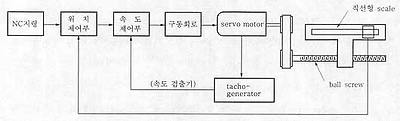
(3) 폐쇄회로 방식(closed-loop control system) :
-
기계의 table 등에 scale을 부착해 위치를 검출하여 feedback 방식으로 높은 정밀도를 요구하는 공작기계나 대형기계에 많이 이용된다.
-
(4) hybirdcontrol system :
-
semi-closed loop control system과 closed-loop control system을 합하여 사용하는 방식으로 semi-closed loop control system의 높은 gain으로 제어하고 기계의 오차를 scale에 의한 closed-loop control system으로 보정하여 정밀도를 향상시킬 수 있어 높은 정밀도가 요구되고 공작기계의 중량이 커서 기계의 강성을 높이기 어려운 경우와 안정된 제어가 어려운 경우에 이용된다.
[4.2] NC 제어방식
가공의 종류를 분류해 보면 drilling과 punching, pressing 등과 같이절삭작업을 포함하지 않고 공구의 이동거리만이 문제가 되는 위치결정 작엊, milling이나 boring과 같이 위치결정과 동시에 직선절삭가공을 병용하는 작업, 원호, 타원 등 곡선의 조합으로 되는 복합형상의 가공물의 절삭가공 등으로 분류할 수 있다.
-
(1) 위치결정 제어(point to point control, positiong control) :
-
drilling machine이나 punching machine과 같이 공작물의 지정된 위치에 공구가 도달되는 것만이 요구되는 가공에서는 작업은 단순하지만 작업속도가 매우 중요한 요건이 된다. 아래 그림은 위치결정 작업의 예로서 drilling을 도시한 것이다. 구멍 P₁, P₂및 P₃를 뚫을 때 점 P₁에서의 drill의 위치결정은 NC제어로 하지만 점 P₁에서의 drilling 작업의 상하운동, 경로 L₁ 및 L₂를 지나 구멍 P₂의 위치가 결정되기까지의 속도 변화에 대한 제어는 하지 않는다. 그러나 drill의 절삭저항의 변화나 table 또는 drill이 이동하는 동안의 마찰저항의 변화 등으로 어느 정도의 속도 변화가 나타난다. 이 속도 변화에 대한 원인은 구동전동기의 동력이 충분하지 못하기 때문이다. 그러므로 구동동력을 충분히 크게 하여 절삭저항 및 마찰저항의 변화를 motor의 torque에 흡수시켜 주축의 운동속도를 거의 일정하게 한다.
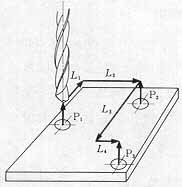 위치결정방식 위치결정방식
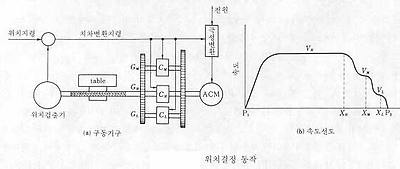
아래 그림에서는 위치결정 NC장치의 동작개요를 나타낸 것으로서 구동방식은 교류전 동기(AC motor)에 의하며, 속도가 일정하고 고속회전을 한다. 지금 점 P₁에서 점 P₂에 위치결정을 할 경우에 P₁에서 drill 작업이 끝나면 gear 변환지령에 의하여 고속용 전자 clutch CH가 작동하여 고속 gear GH가 물리고, 저속 gear GL 및 중속 gear GM은공전하며, drill 또는 table은 고속 VH 로 이동을 시작하게 된다.
다음에 정지점 P₂의 바로 앞의 위치에서는 NC로부터의 지령에 의하여 고속용 전자 clutch CH가 off되고 중속용 전자 clutch CM을 on하여서 gear GM을 작동시켜 중속 VM으로 한다. 다음 정지점 P₂의 직전에서 다시 중속용 전자 clutch가 off되고 저속용 전자 clutch가 on되어 저속용 gear GL이 작동되어서 저속 VL로 된다. 이렇게 하여 점 P₂에 도달하면 전자 brake에 의해 정지하게 된다. 그러나 기계의 관성 moment가 이송속도에 따라 다르기 때문에 속도변환점의 설정은 그 때마다 미세한 조정이 필요하게 되며, 저속에서 정지 직전에 전자 clutch는 모두 off가 되고 잠시 기계가 타행(惰行)하는 기간이 있게 되는데, 기계의 가동부가 마찰의 영향을 받아서 정지점이 조금이나마 흐트러지는 경향이 있게 되므로 높은 정밀도의 위치결정에는 적당하지 않을 때가 있다.
-
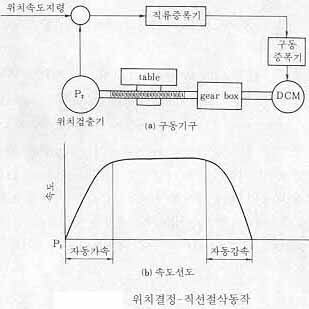
(2) 위치결정-직선제어절삭(point to point straight cut control):
-
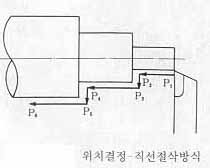
위치결정-직선절삭운동은 기계가공에서 가장 널리 사용되는 방식으로서 위치결정 사이에 축방향으로 평행하게 움직이는 동안 절삭작업을 하는 경우이다. 이 경우는 선반, milling machine 등에서 주로 사용하는 방법으로 그림 에서와 같이 점 P₁의 bite 위치결정과 P₁에서 P₂사이의 직선절삭작업, 점 P₂-P₃에서의에서 P₂ 위치결정과 같이 되풀이되어 실시된다.
위치결정 동작은 소정의 위치에 대하여 구동전동기의 정확한 정지를 위한 제어를 실행하여야 하며, 직선절삭시의 cutter의 이동속도는 절삭깊이와 절삭속도, 즉 절삭 torque 및 마찰 torque의 변화에 대하여 구동전동기의 torque가 무한대이면 속도 변화는 나타나지 않고 규정된 속도로 절삭할 수 있다. 그러나 구동전동기는 경제성 및 무게, 크기에 제한을 받기 때문에 최소한의 전동기용량을 설정해야 하므로 속도제어가 필요하게 된다.
따라서 직선절삭에 쓰이는 구동전동기는 속도제어의 변화 범위에 대응하여 충분한 넓은 범위에서 동작되며 저속시에 필요한 torque를 충분히 공급할 수 있는 능력을 가져야 하므로 직류전동기와 유압 motor가 일반적으로 쓰인다.
아래 그림은 위치결정-직선절삭 NC장치의 동작개요를 나타낸 예이다. 직류전동기(DC motor)를 사용하여 지령치에 의해서 속도가 지정되면 이에 대응한 전압이 전류증폭기를 거쳐 구동증폭기로 가해진다. 이렇게 하여 증폭기의 출력전압에 의해 가해진 전압에 따라서 DC motor의 회전수가 결정된다. 이 방식이 위치결정 제어방식과 다른 점은 구동전동기의 속도 변화가 자유롭기 때문에 매우 간단하고 단시간에 이루어진다는 것이다.
-
(3) 윤곽절삭제어(contouring control, continuous path control):
-
윤곽절삭은 가공면이 매우 복잡하거나 연속곡선 또는 곡면을 절삭하는 것으로서 선반, milling machine 및 형조각기 등에 널리 이용된다.
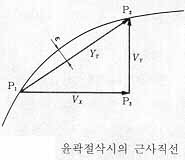
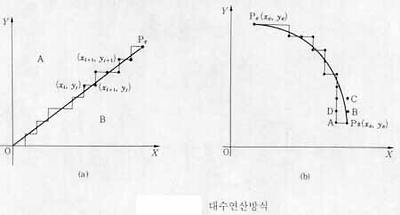
아래 그림은 윤곽절삭의 경우를 나타낸 경우로서 곡선 위에 점 P₁, P₂의 두 점을 잡고 직선 P₁P₂의 곡선 P₁P₂에 대한 오차 ε이 소정의 일정값이 되도록 P₂의 좌표를 정하여 곡선 P₁P₂를 직선 P₁P₂로 근사적으로 절삭하는 것이다. 따라서 P₁P₂의 길이는 곡선의 곡률에 따라 변화하게 된다. 이 근사직선 P₁P₂를 X, Y 성분으로 분해하고 X 성분을 bite의 이동량, Y 성분을 가공물의 이동량으로 하여 각각의 구동전동기의 동작량으로 나타나게 한다. 또 이동속도는 주변속도를 일정하게 하고 절삭하기 위하여 공구 및 가공물에 주어진 위치지령과 함께 각각의 속도지령이 이 vector의 성분에 의해서 주어지게 된다.
일반적으로 이동 거리 P₁P₂ 및 주변 절삭속도 VT가 주어지면 NC 내의 계산기구에 의하여 각 축의 성분 P₁P₃ 및 P₃P₂가 결정되며 , VX, VY가 자동적으로 계산되어 각 구동전동기에 지령하게 된다. 이와 같은 방법을 직선보간법(直線補間法 ; linear interpolation)이라 하고, 원호를 따라 분배회로를 가지는 것을 원호보간법(圓弧補間法 ; arc interpolation)이라고 한다.
직선보간이나 원호보간에는 여러 가지 방식이 있다. 여기서는 DDA 방식과 대수연산방식에 관하여 설명하기로 한다.
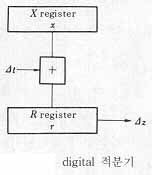
DDA란 digital differential analyzer(계수형 미분해석기)의 약어이다. NC processor 안에는 여러 개의 register가 있다. register란 processor 자체의 동작을 하기 위하여 필요한 특수 memory가 processor 내부에 존재하는데, 이것을 register라 한다. 이 digital 적분기에서도 적분되는 변수 가 수치화되어서 register 에 저장되고, 이 적분변수의 증분량을 라Δt 하면 적분치는 x·Δt만큼 증가하게 되고, Δt의 신호 pulse가 나타나면 x를 R register의 내용인 r에 가산하여 r+x·Δt를 새로운 r로 한다. 각 register의 용량은 같으므로 가산을 계속하면 overflow가 발생하여 pulse가 나타난다. 이것을 Δz 라고 하면 overflow pulse의 길이는 Δt 및 x에 비례하게 되고, 이와 같이 하여 직선보간 및 원호보간의 pulse를 구할 수 있다.
아래 그림은 digital 적분기(digital 미분해석기)이다.
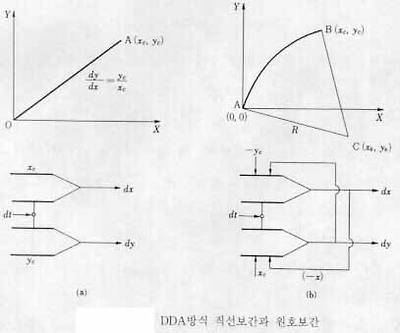
① 직선보간 : 아래 그림(a)에서 직선의 미분방정식은 다음과 같다.
- dx=xc·dt, dy=yc·dt
② 원호보간 : 아래 그림(b)에 있어서 원호 AB를 움직이는 것으로 하고, A를 원점으로 하는 B의 좌표 및 반지름을 주게 되면 원의 방정식은
- (x-xc)²+(y-yc)²=R²
양변을 미분하면
- dy/dx=-(x-xc)/(y-yc)
따라서 dy=-(x-xc)dt, dx=(y-yc)dt의 모양으로 pulse가 발생하게 된다.
대수연산방식이란 x 방향과 y 방향만으로 움직임을 한정하고, 계단식으로 곡선의 좌우를 순차적으로 이동시켜 접근시키는 방법이다.
① 직선보간 : 아래 그림(a)에서 원점과 점 Pe를 통과하는 직선을 따라 움직이게 하는 경우에 직선방정식은 y/ye=x/xe가 되며, 임의의 점 P(xi, yj가 직선의 위쪽에 있으면 yj/ye 〉 xi/ xe가 되고, 아래쪽에 있으면 yj/ye〈 xi/xe가 된다. 이때 yj/ye - xi/xe=D로 놓으면 D 〉0는 점이 위쪽에, D=0은 직선과 일치하고, D〈 0은 직선의 아래쪽에 있게 된다.
여기서 점 (xi, yi)가 직선의 아래쪽에 있고 D〈0이면 Y 방향으로 pulse를 1개 낸다. 계속하여 D 〈0이면 D 〉0이 되도록 계속 행하는 방법이다. D 〉0이 되면 X 방향으로 pulse를 1개 낸다. 이와 같이 하여 직선의 가장 가까이에 접근할 수 있도록 계단 형태로 움직이게 한다. 이 방법을 대수연산방식이라 한다.
② 원호보간 : 좌표원점을 중심으로 원호 를 생각할 때, 이 원호를 원으로 생각하면
- (x-xs)²+(y-ys)²=R²
이 된다.
이때 마찬가지의 임의점 (xi, yj)가 있을 때, 이 점의 좌표를 원의 식에 대입하면 R²이 클 때 원호의 외측에 있게 된다. 그러므로 판별식(R²=0으로 놓고 D²=4ac)은
- D=xi² - xs² + yj² - ys²
으로 표시할 수 있다.
따라서 점 (xi, yj)가 원호의 외측에 있으면 D 〉0, 원호와 일치하면 D=0, 원호의 내측에 있으면 D〈0이 된다.
이때 D〈 0인 경우 Y 방향의 pulse, D ≥0으로 하면 X 방향의 pulse를 낸다. 이것을 되풀이하여 원호의 근방을 추적해 나가는 것이다.
[5] 자동화 system
-
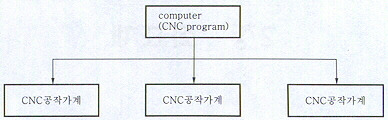
(1) DNC(direct numerical control):
-
여러 대의 CNC 공작기계를 한 대의 computer에 연결시켜 제어하는 system으로 작업성 및 생산성을 개선함과 동시에 그것을 조합하여 하나의 CNC공작기계 군으로 운영을 제어 관리하는 것을 말하며 computer와 DNC용 software가 필요하다.
-
(2) FMS(flexible manufacturing system):
-
자동 공구 교환장치나 자동 공작물 교환장치 등을 갖춘 CNC 공작기계와 산업용 robot, 자동 반송 system, 자동창고 등을 총괄하는 중앙 computer로 소재의 투입에서부터 가공, 조립, 출고까지 관리하는 생산 system을 말하며 공장 전체를 무인화하여 효율적인 생산관리를 할 수 있다.
기계공작법 - NC 가공편 (2장 좌표계)
|
|
2 장 좌표계(교과서 p.716)
[1] 제어축
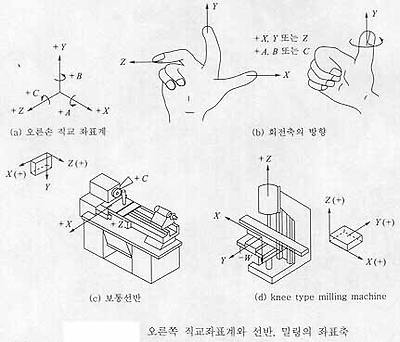
KS 규격으로 오른손 직교좌표계를 표준좌표계로 제정하여 사용하고 있으며 CNC 공작기계에서 제어할 수 있는 기본축은 이동축으로 X, Y, Z의 세축과 회전축 A, B, C의 세축이 있다. 선반은 공구대가 두 방향으로만 이동하므로 X, Z 두축으로 충분하며 두 축을 동시에 제어할 수 있고 밀링이나 machining center에서도 두 축을 동시에 제어할 수 있으나 부가축이 있을 때에는 세 축 제어도 가능하다.
-
|
 cncaxis.ram cncaxis.ram
CNC선반에서 축방향의 이동을 보여준다.
 cncindex.ram cncindex.ram
CNC선반에서 turret의 indexing을 보여준다.
 cnctail.ram cnctail.ram
CNC선반에서 심압대의 작동을 보여준다.
|
[2] 좌표계
-
(1) 기계 좌표계(Machine coordinate system) :
-
기계의 기준점으로 기계원점이라고도 하며, 이 기준점은 공구대가 항상 일정한 위치로 복귀하는 고정점으로 공작물의 program 원점과 거리를 알려 줄 때에 기준이 되는 점이다.
-
(2) 공작물 좌표계(work coordinate system) :
-
program 작성시 절대 좌표계의 기준이 되는 점으로 program 원점 또는 공작물 원점이라고도 한다.
-
(3) 상대 좌표계(relative coordinate system) :
-
일감을 측정하거나 정확한 거리의 이동 또는 공구 보정을 할 때에 사용하며 현 위치가 좌표계의 중심이 되고 필요에 따라 그 위치를 기준점으로 지정할 수 있다.
[3] 좌표지령방법
-
(1) 절대지령(absolute) :
-
이동 종점의 위치를 절대좌표계의 위치로 지령하는 방식으로 CNC 지령하는 좌표어는 X, Z을 사용한다.
예)
G00 X10. Z10. ;
-
(2) 증분지령(incremental) :
-
이동 시작점부터 종점까지의 이동량으로 지령하는 방식으로 선삭에서 지령하는 좌표어는 U, W을 사용한다.
예)
G00 U10. W10. ;
그림의 점A에서 점B로 이동시의 절대지령과 증분지령은 다음과 같다.
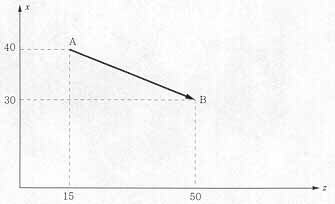
① 절대지령 (B점 절대좌표) G00 X 30. Z 50. ;
② 증분지령 (A에서 B까지의 거리 ) G00 U10. W35. ;
[4] 좌표계 설정
program 원점(공작물 원점)에서 기계원점까지의 거리를 CNC 공작기계에 알려주는 작업을 말하며 이 거리는 programmer가 공작기계 및 계측기로 측정하여 설정한다.
CNC 선삭의 경우
G50 X___ Z___ ; (G50 : 좌표계 설정 code)
CNC milling의 경우
G92 X___ Y___ Z___ ; (G92 : 좌표계 설정 code)
|
기계공작법 - NC 가공편(3장 프로그래밍)
3 장 programming(교과서 p.719)
[1] 정의
사람이 이해하기 쉽도록 되어 있는 가공 도면을 CNC 장치가 이해할 수 있는 표현 형식으로 바꾸어 주는 작업을 말한다. 즉, CNC 공작기계의 program 형식에 맞추어 공구의 이동경로를 명령하는 tape를 만드는 작업을 의미한다.
[2] program의 구성
-
(1) program 구성:
-

주소(address)와 수치의 조합으로 1개의 단어(word)가 되며, 단어들이 모여 명령절(block)을 이루고, 명령절이 모여 program을 구성하며, 명령절과 명령절사이는 EOB (end of block)로 구별된다.
-
(2) 명령문의 구성 :
-
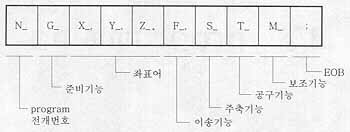
-
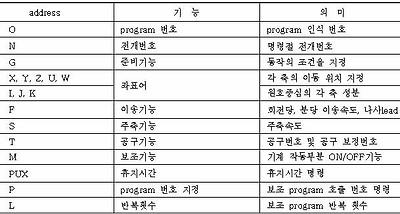
(3) address의 의미:
-
[3] 주축 기능(spindle-speed function, S)
주축을 회전시키는 기능으로 주축 motor의 회전속도를 제어한다.
-
(1) 원주속도 일정제어(G96, m/min) :
-
공작물 가공시 공작물의 지름 변화에 따라 주축의 회전수를 변화시켜 원주속도를 일정하게 제어한다.
예)
G96 S180 ;
-
(2) 회전수 일정제어(G97, rpm) :
-
공작물 지름의 변화에 관계없이 주축의 회전수를 일정하게 유지한다.
예)
G96 S600 ;
-
(3) 주축최고속도 설정(G50, rpm) :
-
주축의 최고속도를 설정하는 기능이다.
예) G50 S 2500 ; (max. rpm=2500)
[4] 공구기능(tool function, T)
공작물 가공이 완성되기까지는 여러 종류의 공구가 필요하며 그 공구모양 및 크기가 다르므로 각 공구를 구분하고 또 각 공구의 크기를 기준 공구와 비교하여 그 차이값을 공구 보정번호에 입력하여 가공시 적용한다.
T ## $$ => ## : 공구선택번호, $$ : 공구보정번호
예) G50 X250. Z300. S2000 T0100 M42 ;
G96 S100 M03 ;
G00 X100. Z80. T0101 ;
[5] 이송기능(feed function, F)
공작물과 공구의 상대속도를 지정하는 기능이며 접선방향의 속도가 지령된 속도로 제어된다.
-
(1) 분당이송량(G98, mm/min) :
-
예) G98 G01 X20. Z40. F100 ;
-
(2) 회전당 이송량(G99, mm/rev) :
-
예) G99 G01 X25. Z24. F0.2 ;
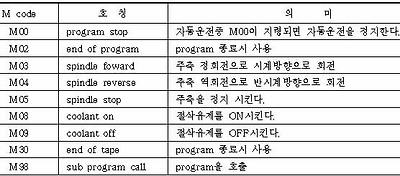
[6] 보조기능(miscellaneous function, M)
제어장치의 명령에 따라 CNC 공작기계가 가지고 있는 보조기능을 제어(ON/OFF)하는 기능으로 M 뒤의 두 자리 숫자를 붙여 사용한다(표 참조).
-
 |