이번에는 내경의 온도와 치수 변화관계를 정립하기 위해 선팽창계수 검증시험을 시작하도록 한다.
먼저 이론적으로 가장 적합한 선팽창 계수 검증을 위해 다음과 같이 준비한다.
가. 준비물
- 측정대상물 : 링 마스터 또는 내경 가공물 (Steel또는 Casting)
- 측정기기 : 실린더 보아 게이지 또는 3차원 측정기
- 기타 : 온도측정기 (실시간 온도를 그래프로 저장할 수 있으면 더욱 좋다)
나. 검증방법
1). 온도하강시 측정
① 측정대상물을 오븐이나 온장고 등 가열기를 이용하여 일정온도까지 온도를 올린다.
② 측정기기를 셋팅하여 곧바로 측정할 수 있도록 준비해 둔다.
3차원 측정기를 활용할 경우 자동 반복측정할 수 있도록 미리 프로그램을 작성한다.
측정은 주위 영향을 최소화 할 수 있도록 온도가 관리되는 측정실 등이 좋다.
③ 측정대상물이 적정온도 (가능한 50℃ 이상)에 도달하면 곧 바로 측정실로 가져간다.
④ 측정대상물의 온도를 실시간 측정가능토록 온도계를 준비하고 온도를 측정하면서 길이를 측정한다.
물론 가열전 상온 또는 표준온도(측정실 온도)에서의 길이를 미리 측정해 둔다.
⑤ 준비한 시트 (온도/치수 기록지)에 온도와 측정값을 기록한다. 측정온도에 도달시까지 반복 측정하고
그 결과를 기록한다.
※ 측정 데이타 기록지 (샘플 - 참고)
측정대상 : Steel, Ring Master, 내경100mm
| 순 |
온도 (℃) |
측정치(mm) |
순 |
온도 (℃) |
측정치(mm) | 순 |
온도 (℃) |
측정치(mm) | |
| 1 | 50 | 100.037 | 11 | 37 | 100.021 | 21 | 27 | 100.009 | |
| 2 | 48 | 100.035 | 12 | 36 | 100.020 | 22 | 26 | 100.008 | |
| 3 | 46 | 100.032 | 13 | 35 | 100.018 | 23 | 25 | 100.007 | |
| 4 | 44 | 100.029 | 14 | 34 | 100.017 | 24 | 24 | 100.006 | |
| 5 | 43 | 100.028 | 15 | 33 | 100.015 | 25 | 23 | 100.005 | |
| 6 | 42 | 100.027 | 16 | 32 | 100.014 | 26 | 22 | 100.003 | |
| 7 | 41 | 100.025 | 17 | 31 | 100.013 | 27 | 21 | 100.002 | |
| 8 | 40 | 100.024 | 18 | 30 | 100.012 | 28 | 20 | 100.001 | |
| 9 | 39 | 100.023 | 19 | 29 | 100.011 | ||||
| 10 | 38 | 100.022 | 20 | 28 | 100.010 |
위 데이타를 그래프로 나타내면 다음과 같다.
| 온도 | 길이 |
| 50 | 100.037 |
| 49 | 100.036 |
| 48 | 100.035 |
| 47 | 100.033 |
| 46 | 100.032 |
| 45 | 100.030 |
| 44 | 100.029 |
| 43 | 100.028 |
| 42 | 100.027 |
| 41 | 100.025 |
| 40 | 100.024 |
| 39 | 100.023 |
| 38 | 100.022 |
| 37 | 100.021 |
| 36 | 100.020 |
| 35 | 100.018 |
| 34 | 100.017 |
| 33 | 100.015 |
| 32 | 100.014 |
| 31 | 100.013 |
| 30 | 100.012 |
| 29 | 100.011 |
| 28 | 100.010 |
| 27 | 100.009 |
| 26 | 100.008 |
| 25 | 100.007 |
| 24 | 100.006 |
| 23 | 100.005 |
| 22 | 100.003 |
| 21 | 100.002 |
| 20 | 100.001 |
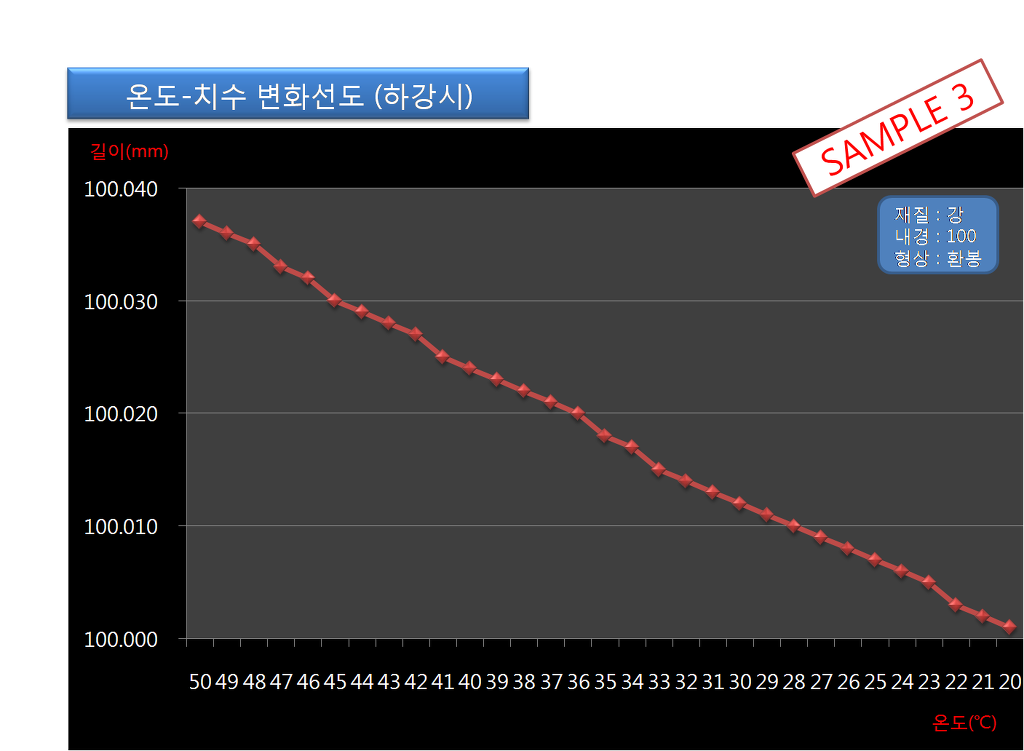
위의 측정데이타로 부터 선팽창계수를 구해보면
온도차는 30℃, 길이차는 0.036mm 이므로
α = 0.036 / (100 X 30) X 100,000 = 1.120 임을 알 수 있다.
2). 온도상승시 측정
① 측정대상물을 냉장고를 이용하여 일정온도까지 온도를 내린다.
② 측정기기를 셋팅하여 곧바로 측정할 수 있도록 준비해 둔다.
3차원 측정기를 활용할 경우 자동 반복측정할 수 있도록 미리 프로그램을 작성한다.
측정은 주위 영향을 최소화 할 수 있도록 온도가 관리되는 측정실 등이 좋다.
③ 측정대상물이 적정온도 (가능한 -20℃ 이하)에 도달하면 곧 바로 측정실로 가져간다
④ 온도 하강시와 동일한 방법으로 측정을 하여 그래프 확인 및 선팽창 계수를 구한다.
※ 측정 데이타 기록지 (샘플 - 참고)
측정대상 : Steel, Ring Master, 내경100mm
| 순 |
온도 (℃) |
측정치(mm) |
순 |
온도 (℃) |
측정치(mm) | 순 |
온도 (℃) |
측정치(mm) | |
| 1 | -15 | 99.957 | 11 | 1 | 21 | 11 | |||
| 2 | -13 | 99.959 | 12 | 2 | 22 | 12 | |||
| 3 | -11 | 99.961 | 13 | 3 | 23 | 13 | |||
| 4 | -9 | 99.963 | 14 | 4 | 24 | 14 | |||
| 5 | -7 | 15 | 5 | 99.968 | 25 | 15 | 99.995 | ||
| 6 | -5 | 16 | 6 | 26 | 16 | ||||
| 7 | -3 | 17 | 7 | 27 | 7 | ||||
| 8 | -2 | 18 | 8 | 28 | 18 | ||||
| 9 | -1 | 19 | 9 | 29 | 19 | ||||
| 10 | 0 | 99.974 | 20 | 10 | 99.987 | 30 | 20 | 100.000 |
| 온도 | 길이 |
| -15 | 99.957 |
| -14 | 99.958 |
| -13 | 99.959 |
| -12 | 99.960 |
| -11 | 99.961 |
| -10 | 99.962 |
| -9 | 99.963 |
| -8 | 99.964 |
| -7 | 99.965 |
| -6 | 99.967 |
| -5 | 99.968 |
| -4 | 99.969 |
| -3 | 99.970 |
| -2 | 99.972 |
| -1 | 99.973 |
| 0 | 99.974 |
| 1 | 99.976 |
| 2 | 99.977 |
| 3 | 99.978 |
| 4 | 99.979 |
| 5 | 99.981 |
| 6 | 99.982 |
| 7 | 99.983 |
| 8 | 99.984 |
| 9 | 99.986 |
| 10 | 99.987 |
| 11 | 99.989 |
| 12 | 99.990 |
| 13 | 99.992 |
| 14 | 99.993 |
| 15 | 99.995 |
| 16 | 99.996 |
| 17 | 99.997 |
| 18 | 99.998 |
| 19 | 99.999 |
| 20 | 100.000 |
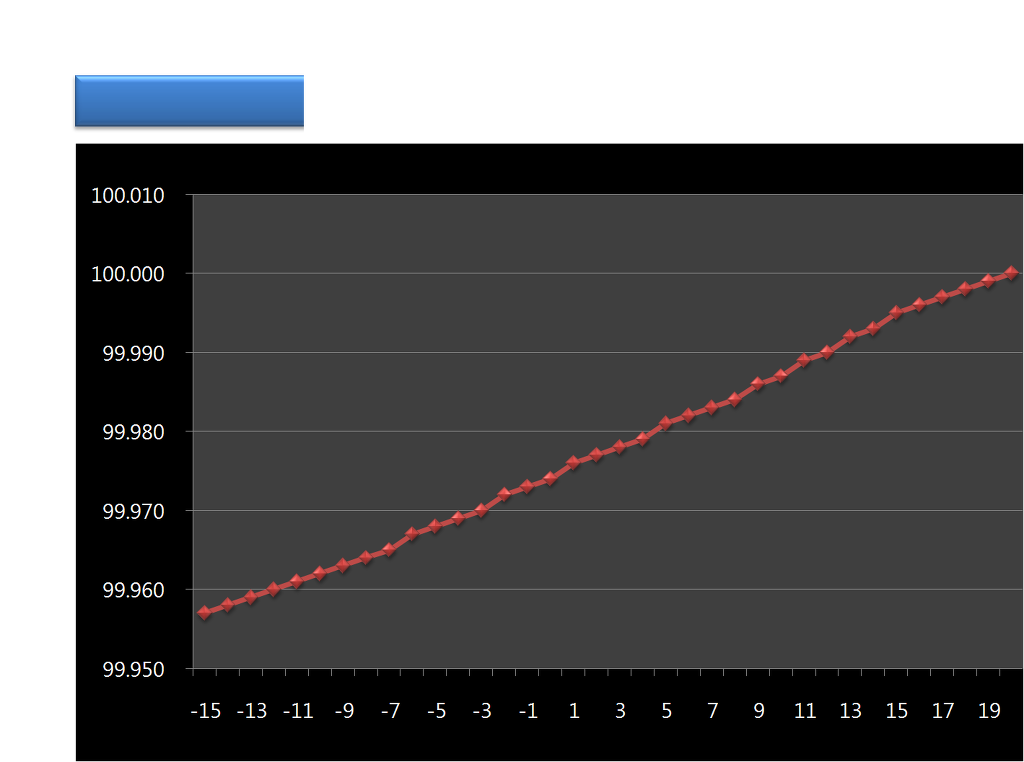
위의 측정데이타로 부터 선팽창계수를 구해보면
온도차는 35℃, 길이차는 0.036mm 이므로
α = 0.043 / (100 X 35) X 100,000 = 1.122 임을 알 수 있다.
지금까지 우리는 Steel 링 마스터를 이용하여 내경의 변화특성 및 이를 통한 내경의 선팽창계수를 알아보았
으며, 그 결과로 길이와 대등한 변화특성을 갖는다는 것을 확인하였다.
다음번에는 알루미늄 재질의 길이와 내경에 대한 변화특성을 살펴보기로 하자.