|
| |||
|
| |||
|
| ||
| |||


주물·다이캐스팅 열처리
4.1 기본 개념
열처리란 금속 및 합금의 구조나 성질을 개량하기 위해 고체상태에서 적당한 가열이나 냉각을 하는 조작이며 주물의 기계적 성질을 비롯한 제특성의 향상을
목적으로 한다.열처리에는 목적에 따라 여러 종류가 있다.
가장 일반적으로는 주물의 인장강도, 내력 혹은 연신율 등의 기계적 성질의 향상을 목적으로 하고 있다.
이 경우는 알루미늄합금 중에 Cu, Mg, Si, Zn 등의 합금원소를 용체화처리 및 담금질 조작에 의해 과포화에 고용시켜 이들 원소 및 Al이 주체가 되어 화합물
이 형성되는 중저온영역에서 시효처리시 석출과정에 있어서의 기계적 성질의 변화를 이용하고 있다.
기계적 성질의 향상 이외에도 잔류응력제거, 치수안정화 등의 목적에서 열처리하는 경우도 있다.
따라서 열처리합금이라는 열처리에 의한 강도향상이 가능한 합금 뿐만 아니라 강도향상이 없는 비열처리합금에도 열처리를 하는 경우가 있다.
중자가 있는 주물의 셰이크아웃 등에서 고온가열되는 경우나 후공정으로 열로굽는 도장 등의 열을 가하는 경우도 있다.
이러한 경우 열처리를 목적으로 하지 않더라도 결과적으로 열처리를 하는 경우와 같은 효과를 낼 수 있다.
마찬가지로 사용할 때 온도가 비교적 높은 경우에는 열처리가 연장된 상태가 되며 합금특성의 변화가 현저한 경우도 있으며 이들도 열처리 중 일부로 고려되
어야 한다.
다이캐스팅은 종래 내부에 기포 등이 많은 결함을 포함하고 가열에 의해 팽창이나 변형 등의 결함이 현저해지기 때문에 열처리를 실시하는 예는 적었다.
그러나 최근은 PF다이캐스팅, 진공다이캐스팅, 스퀴즈다이캐스팅같은 다수의 고품질 다이캐스팅 보급에 따라 다이캐스팅의 열처리도 보급되고 있다.
다이캐스팅은 급랭에 의한 매우 미세한 조직을 가지기 때문에 확산거리가 짧아지고 용체화처리 등에서는 사형주물, 금형·저압주물 등보다는 단시간에서 효과
를 얻을 수 있다.
때문에 최적열처리조건도 일반 주물의 조건과는 약간 다른 것이다.
그러나 다이캐스팅의 열처리에 있어서는 아직 충분히 검토되지 않은 상태이므로 통상은 주물의 열처리를 참고로 해서 조건을 결정하는 경우가 많다.
또, 주조단조등의 소성가공이 가해진 주물을 열처리할 경우에는 주물과는 다른 열처리반응을 보이는 경우도 있으므로 전신재에서 사용되고 있는 열처리 방
법, 조건도 참고로 해야 한다.
4.2 열처리 종류와 목적
주물용 알루미늄합금의 열처리에 있어서 기본적인 조작, 처리는 다음과 같다.
(1) 용체화처리
주물을 500℃전후의 용융개시온도직하의 고온에서 가열·유지하고 주조시 편석에 의한 조직과 성분의 불균일을 해소하고 용질원자를 모상으로 충분히 용융되
어 과포화 고용체를 얻는다.
(2) 담금질처리
고온의 과포화고용체를 실은 내지 100℃전후의 수중 혹은 유중에 투입해서 급랭함으로써 고온의 상태를 실온까지 유지한다.
(3) 시효경화처리
실온에서 200℃전후의 비교적 낮은 온도로 가열·유지하고 용체화, 담금질 등에 의해 과포화로 고용한 성분을 석출시킨다.
실온에 있어서의 자연적 시효경화를 자연시효 혹은 실온시효, 인위적인 가열에 의한 시효경화를 인공시효(탬퍼링)라고 한다.
(4) 소둔처리
300내지 400℃전후로 가열·유지한 후 서랭에 의해 잔류응력을 제거하거나 연질화 시키거나 한다.
통상의 열처리는 이들 각처리를 단독 혹은 조합시켜 실시함으로써 필요로 하는 특성을 얻을 수 있다.
주물을 특히 열처리하지 않은 상태에서 사용하는 F재 상태에서의 사용을 제외하면 용체화처리 후 담금질, 탬퍼링(시효경화처리)을 하는 T6처리재에서의 사용
이 일반적으로 많다.T6처리보다 더 높은 강도를 얻기 위해 인공시효조건을 조정한 T62처리도 이용될 수 있다.
이외 피스톤 등의 고온에서 사용되는 주물일 경우에는 T6처리보다는 고온에서 탬퍼링되고 치수안정성이 우수한 T7처리가 많이 사용되고 있다.
T6처리만큼의 대폭적인 강도향상은 필요없지만 약간의 경도:강도의 향상, 혹은 치수안정성의 향상이 필요한 경우에는 시효경화처리만의 T5처리가 이용된다.
용체화처리만 하는 T4처리는 Al-Cu계의 AC1A, AC1B 등에는 이용되지만 그 외의 경우에서 사용하는 경우는 적다.
잔류응력의 제거나 수치안정화만을 목적으로 한 O재처리는 비교적 사용되는 경우가 드물다.
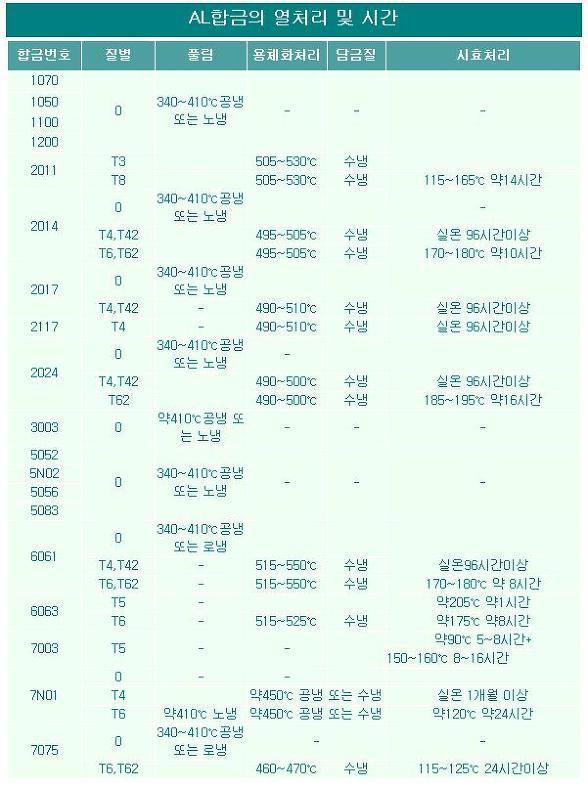
4.3 열처리조건과 합금특성
머신인포-기계직거래사이트,기계장비포털사이트,중고기계직거래,중고기계,공...
알루미늄합금 주물의 열처리조건은 Al-Cu, Al-Cu-Si, Al-Si-Mg 등의 합금계에 따라 크게 구별할 수 있는데 세세한 부분은 각 합금과 용도에 따라 다르다.
주물용 합금의 JIS규격에는 참고로 열처리조건이 기재되어 있다.주물이 일반치수이며 올바르고 적정하게 조작되면 일반적으로 이조건을 사용함으로써 규격
을 만족시키는 기계적 성질을 쉽게 얻을 수 있다.
그러나 기계적 성질은 열처리 조건에 의해 현저하게 변화하는 경우가 많으므로 각각의 합금, 주물에 있어서의 열처리조건과 기계적 성질의 관계에 관해 미리
충분히 검토해 두어야 한다.
또 실제 생산에 있어서는 이들의 합금특성에서 본 최적열처리조건과 함께 작업성, 경제성 등도 고려해서 조건이 설정된다.
일반적으로는 재료가 공정용융(국부융해, 버닝)을 일으키지 않는 범위에서는 용체화처리 온도가 높을수록 과포화에 고용된 용질의 양이 많아지기 때문에 강
도가 높아지고 용체화 시간이 길어질수록 공정Si의 입상화나 편석 등의 소실로 응력집중이 완화되어 연신율이나 충격값 등이 향상하는 경향이 있다.
한편 인공시효처리에 있어서는 시효온도에 따라 최고 강도를 나타내는 시간이 있으며 이 시간보다 전의 아시효상태에서는 시간과 강도는 증가하고 연신율,
충격치 등은 저하하는데 최고 강도를 보이는 시간 이후의 과시효상태에서는 이와 반대경향이다.
각 시효온도에서의 강도의 최고치는 저온 장시간의 경우 쪽이 고온단시간의 경우보다 높아지는 경향이 있다.
용체화처리·담금질을 포함하는 T6,T7등의 열처리에 의해 합금의 기계적 성질과 열처리 조건의 관계는 통상은 위에서 설명한 바와 같이 용체화처리조건과 시
효처리조건의 조합에서 규정되지만 실제 조업에 있어서는 이외에 다음과 같은 영향도 받는다.
용체화처리에서 담금질 조작으로 옮기는 과정까지의 시간에 있어서 온도저하
담금질 물의 수온
담금질 후 인공시효처리를 할 때까지의 실온 방치시간
등이며 이들의 조건도 정확하게 규정하지 않으면 소정의 특성을 얻을 수 없다.
T6재에서는 실온방치시간의 증가에 따라 인장강도가 저하하고 연신율과 충격치는 증가한다.
특히 담금질 직후 수시간 동안의 변화가 크므로 조업조건설정에 있어서도 배려해야 한다.
어느 정도 두께가 있는 주물의 제조에 있어서는 주조·셰이크아웃 직후 주물의 온도가 높은 상태에서 담금질처리를 하는 「주조담금질」이라고 하는 처리를
하고 인공시효처리를 함으로써 T6재에 가까운 강도를 얻는 경우가 있다.
이러한 경우는 응고시 과포화에 고용된 용질의 석출과정에 있어서 강화는 발휘되지만 용체화처리에 의한 조직의 균일화는 없다.
때문에 재료특성상의 인장강도, 내력, 강도 등은 T6재와 같지만 통상적으로 T6재보다 연신율이 낮은 경우도 많다.
주물의 용도에 따라서는 충분한 재료특성을 얻을 수 있는 경우도 있으며 경제적인 방법으로 이용되는 경우도 있다.
4 설비, 조업 및 관리
열처리용 설비로는 통상 용체화처리용인 가열로, 담금질용 수조,인공시효용 가열로및 관련부대설비로 구성되어 있다. 소규모 공장에서는 용체화처리와 인공
시효처리를 동일로에서 하는 경우도 있다.
가열로는 열처리에 있어서 가장 중요한 설비이며 매우 우수한 성능이 요구된다. 즉 노내작업영역에서 온도분포가 균일할 것, 정밀한 온도조절이 가능할 것,
온도분포가 시간에 따라 변하지 않을 것, 내용물의 양, 적재방법 등에 의한 영향이 적을 것,담금질까지의 온도저하가 없도록 내용물의 출입이 신속하게 이루
어질 것 등등이다.
일반적으로는 공기순환식 전기저항로가 사용되고 있다. 발열체에서의 직접가열은 제품의 일부만을 강하게 가열해서 불균일가열이나 재료의 일부를 용융하는
등의 열처리불량이 원인이 되므로 내열강판등으로 차폐한다.
가열로의 형식으로서는 소로트생산을 하고있는 공장에서는 배치식 노가 이용되는 경우가 많은데 동일품종을 다량으로 생산하는 대량생산 공장에서는 터널식
연속로가 이용되는 경우가 많다. 연속로의 경우에는 용체화, 담금질, 시효처리가 연속적으로 이루어지므로 실온방치시간의 문제는 없지만 배치로일 경우는
실온방치시간이 불규칙하게 되고 전술의 재료특성의 변동이 문제가 될 수도 있다.
배치로의 노내 온도분포는 9개소(작업영역이 되는 직방체의 각 모서리와 중심)이상에서 측정하고 ±5℃이내, 필요에 따라 ±2.5℃이내로 해야 한다.
이에 따라 온도조절기, 열전대, 보상동선, 기록계 등 모두 고정도로 유지하고 정기점검을 받아야 한다.연속로도 마찬가지로 고정도가 보증되어야 한다.
열처리되는 주물은 탕구 압탕 등의 절단시 절삭유 등이 부착되어있는 경우가 있으므로 열처리 전에 제거한다.
실제 열처리로에 제품을 넣을 경우에는 제품의 양이나 적재방법에 의해 공기의 순환이 달라진다.
제품의 적재방법에 관해서는 용체화처리시 온도분포의 차 이외에담금질시 발생하는 변형에 큰 차를 부여한다. 이러한 이유로 특히 치수정도가 엄한 제품에
있어서는 사전에 충분한 검토를 해야한다. 주물이 가열로를 나오고 나서 수중에 투입되기까지의 담금질 지연시간은 제품의 두께, 양, 적재방법 등에 따라 달
라지지만최소한으로 적게 해야 한다. 또 담금질물의 수온도 강도나 변형량에 큰 영향을 미친다. 일반적으로는 냉각속도의 저하에 의해 약간의 강도 저하는 있
지만 변형이 적고 온도관리도 비교적 용이한 고온수가 많이 이용되고 있다. 인공시효처리에 있어서는 온도가 비교적 낮기 때문에 온도관리가 용이하며 문제
가 되는 경우는 드물다.
그러나 제품에 남아있는 담금질수로 실체의 온도가 올라가지 않고 재료특성의 저하나 불균일성의 증가 등이 발생할 경우도 있다. 또 앞에서 설명한 바와 같이
열을 가하는 도장 등의 후가공에 있어서 가열영향이 있을 경우가 있다는 점에도 고려해야 한다.
열처리가 적절하게 실행되었는가, 아닌가는 통상적으로는 샘플링한 시료의 경도측정에 의해 규정의 값을 얻을 수 있는가 아닌가 등을 판단하는 경우가 많다.
공정용융이 일어난 경우 경도는 규정대로인 반면 연신율이 현저하게 저하하는 경우가 많다.
따라서 이러한 우려가 있을 경우에는 조직관찰이나 인장시험 등도 병용해야 한다.
4.5 열처리에 수반되는 결함
열처리에 수반되는 결함의 대부분은 설비 혹은 조업의 이상에 기인하는 것이 많으며 일반적으로 적정한 일상관리를 잘하면 발생하지 않는다.
발생한 경우에는 재료조사, 설비조사, 조업내용의 조사 등 많은 조사를 실시해 원인을 명확하게 해야 한다. 여기서는 비교적 발생빈도가 높은 결함에 있어서
의 그 원인과 대책을 설명하겠다.
(1) 공정용융(버닝)
주물 응고시에는 결정입계 등의 최종응고부에 공정성분을 주로 하는 조직이 형성된다. 부분은 주첨가원소의 공정성분 이외에 불순물로 함유되는 많은 성분이
집중하기 때문에 평형상태에서보다응고온도가 현저하게 저하됨과 동시에 재가열시 용융개시온도도 현저하게 저하한다.
용체화처리시 승온속도가 빠르고 입계에 집중한 성분의 매트릭스 중으로의 확산이 불충분한 상태에서 승온을 계속해 용융개시온도 이상이 되면 이 부분이 녹
아 나와 공정융해현상이 발생한다.
공정융해를 일으키면, 재응고시 냉각속도가 지연되기 때문에 서랭 공정응고조직이 형성됨과 동시에 이 부분의 응고수축에 따른 다공성 발생, 수소가스의 집
중 등이 일어나며 마이크로조직상에서 결함을 발견 할 수 있음과 동시에 기계적 성질에 있어서는 연신율이나 충격값 등의 현저한 저하를 발견할 수 있다.
방지대책으로는 불순물 성분의 저감과 동시에 편석 및 불순물에 의한 저융점조직의 확산, 해소를 꾀하기 위해 이러한 결함이 발생하기 쉬운 450에서 500℃전
후에서의 승온속도를 완화시키든지 적당한 유지시간을 줘서 충분한 확산 및 균일화를 도모하면서 승온시킨다.
(2) 팽창(블리스터)
주조시 제품중에 유입되어 고압에서 압축된 공기 등의 가스 혹은다량으로 고용해 있는 수소가스가 결정입계 등에 국부적으로 집중하고 고온에서의 가열에 따
른 재료의 연화에 의해 제품표면에 있어서 팽창 변형상태를 발생하는 결함이며 위에서 설명한 공정융해에 부수적으로 발생하는 경우가 많다.
편석이 많은 경우, 주물 중 가스함유량이 현저하게 많은 경우 등에 발생한다.
특히 보통 다이캐스팅에서는 200℃정도의 저온에서도 발생할 수있는데 통상 450℃이상의 경우가 많다. 방지대책으로는 보통 다이캐스팅의 경우에는 공기의
유입이 없는 특수 다이캐스팅으로 전환해야 하지만 이 외에는 용탕 중의 가스함유량을 저하하는 것 외에는 공정융해의 방지대책과 같다.
(3) 변형
용체화처리에 있어서는 500℃전후의 고온이 되므로 기계적 성질의 예를 들면 내력이 10MPa이하가 되는 것과 같이 현저하게 낮아지는 상태로 된다.
이 때문에 동시에 쌓은 기타 주물의 중량의 영향을 받지 않더라도 주물형상 ·수치에 있어서는 자중에 의한 변형이 발생하는 경우도 있다. 이 경우에는 선반쌓
기의 지그같은 것을 사용해서 변형을 방지한다. 용체화처리 과정에서의 주조시 잔류응력개방에 의한 변형도 있지만 일반적으로는 담금질시 변형에 따른 문제
머신인포-기계직거래사이트,기계장비포털사이트,중고기계직거래,중고기계,공...
가 크다.
담금질 할 때 발생하는 변형은 고온에 가열된 주물이 물에서 냉각될 때의 주물의 온도분포불균일을 완화하기 위해 전술한 바와 같이 담금질물의 온도를 높임
과 동시에 지그를 사용해서 수몰할 때의 주물의 자세를 조정하는 방법을 이용해 방지한다.
(4) 담금질 균열
담금질시 변형이 현저하게 발생하기 쉬운 조건하에서 재료특성에있어 연신율이 적은 경우 혹은 응력집중이 일어나기 쉬운 경우에는 균열이 발생한다. 대응책
으로서는 변형방지와 같은 수단을 이용함과 동시에 재료특성에 있어서의 연신율 향상, 부품설계에 있어서의 응력집중의 완화 등을 도모한다.
(5) 변색
용체화처리시 가열에 의해 주물표면이 변색하는 경우도 있다. 주물표면에 농축하기 쉬운 Mg의 산화가 관여해 일어날 경우 열처리전의 주물표면의 오염에 의
한 경우 등이 많다. 노내 대기가 부적당한 경우 담금질물의 오염 등도 원인이 된다.
(6) 재료 특성의 불규칙성
다량의 주물을 동시에 열처리할 경우에는 주물마다 재료특성이 불규칙적일 수 있다. 다량으로 쌓은 주물의 온도이력이 다른 것이 원인이 되므로 일회의 처리
량을 줄이거나 적재방법을 연구해 주조간의 통풍개선 혹은 담금질시 수몰조건의 균일화를 꾀한다.
출처:남선알미늄
머신인포-기계직거래사이트,기계장비포털사이트,중고기계직거래,중고기계,공...
일어나기 쉽다.
AL6061, AL7075, SUS304, SM45C, SM35C, SCM, MC-NYLON : 재질
< AL6061 >
두랄루민입니다.
1. 화학성분(%)
Cu: 0.15~0.4, Si: 0.4~0.8, Mg: 0.8~1.2, Zn: 0.25 이하, Mn: 0.10 이하,
Cr: 0.04~0.35, Fe: 0.7 이하, AL: 나머지 성분
2. 기계적 성질
2-1. 인장강도(kg/m^2)
열처리 T4: 21 이상
열처리 T6: 30 이상
2-2. 항복 강도(kg/m^2)
열처리 T4: 11 이상
열처리 T6: 25 이상
2-3. 신율(%)
열처리 T4: 18 이상
열처리 T6: 10 이상
3. 특성 및 용도
표면 처리성, 내식성이 우수하며, 중간정도 강도, T6인것은 연강과 비슷하고 냉간
가공성은 양호하며 차량용재, 선반용재, 기계부품, 각종 구조재에 사용
< AL7075 >
가격은 AL6061보다 비싸지만, 좀더 높은 강도를 요구하는 곳에 사용합니다.
1. 화학성분(%)
Cu: 1.2~2.0, Si: 0.4 이하, Mg: 0.45~0.8, Zn: 5.1~6.1, Mn: 0.20 이하,
Cr: 0.18~0.35, Fe: 0.5 이하, AL: 나머지 성분
2. 기계적 성질
2-1. 인장강도(kg/m^2)
열처리 T6: 54 이상
2-2. 항복 강도(kg/m^2)
처리 T6: 47 이상
2-3. 신율(%)
열처리 T4: 7 이상
열처리 T6: 10 이상
3. 특성 및 용도
절삭성이 우수하며, 항공기 용재, 구조재, 온동기기, 고속회전체등에 사용
< SUS304 >
가장 많이 사용하는 스테인레스 강입니다.
1. 화학성분(%)
Cr: 18, Ni: 8, Fe: 나머지 성분
2. 특성 및 용도
뛰어난 내식성을 갖고 있지만, 염소 성분에 약하기 때문에
해수나 소금 성분이 많은 하수와 직접 접하는 부분은 가격은 비싸지면 Mo 성분을
첨가한 SUS 316 사용합니다.
< SM45C >
구조용 탄소강이며, 탄소의 함량이 0.45% 정도이기 때문에 SM45C로 명명합니다.
S45C는 JIS(일본 공업 규격)입니다. 가급적 KS 규격인 SM45C 사용을 추천합니다.
1. 화학성분(%)
C: 0.42~0.48, Si: 0.45 이하, Mn: 0.60~0.90, P: 0.03 이하, S: 0.035 이하
Fe: 나머지 성분
2. 기계적 성질
2-1. 경도(Hardness Brinell):
201~269
2-2. 인장 강도(kg/m^2)
70 이상
3. 특성 및 용도
볼트, 너트, 크랑크 축핀, 핀 등 가장 많이 사용하는 구조용 강입니다.
< SM35C >
탄소 함량이 0.35% 정도로서, SM45C 보다 강도면에서 낮습니다.
< SCM >
Cr, Mo의 합금으로서 가장 많이 사용하는 SCM 4종의 경우 인장강도(kg/m^2)가
100 이상입니다. 주로 높은 강도를 요구하는 기어류, 축, 암류 등에 사용합니다.
< MC-NYLON >
뛰어난 기계적 특성을 갖는 합성 수지로서
내마모성, 자기윤활성, 내약품성, 치수 안전성, 열적성질, 소음방지, 내부식성,
내피로성이 우수합니다.
각종 롤러, 기어, 라이너, 가이드, 부싱, 제품가이더, 스타휠, 임펠러, 콘베이어 롤러 등에 사용합니다.
▣ Title Al-Zn-Mg-Cu (7075 Al) 합금의 시효처리에 따른 강도 및 내응력부식성에 관한 연구
Study on the strength and the stress corrosion resistance of aged Al-Zn-Mg-Cu(7075 Al) alloy
▣ ABSTRACT
7075 Al 합금에 있어서 강도와 내응력부식성을 동시에 향상 시킬 수 있는 최적 열처리 방안을 얻기 위하여 일단시효
및 RRA(retrogression and re-aging)처리에 따른 합금의 경도 및 강도 변화와 투과전자 현미경에 의한 미세조직 관찰등
특성을 조사하고, 분극곡선실험에 의한 내식성 비교와 일정 하중하에서의 응력부식파단 시간 측정 및 주사전자현미경
단면 관찰을 통하여 내응력부식성과 응력 부식파괴 기구를 고찰한 결과 다음과 같은 결론을 얻었다.
2) 이단시효처리와 RRA처리에 의하여 T6처리의 경우 보다 높은 강도와 T73처리에 가까운 내응력부식성을 동시에 얻
시효 및 RRA 처리 때의 높은 강도는 T6 처리에 비해 주 강화 인자인 중간상 η'밀도가 높아지는 것에 기인 하는 것으로 생
2) 강도와 내응력부식성을 동시에 고려 할때, 이단시효처리는 낮은 온도에서 짧은 시간 예비시효처리(90℃, 3시간)를
(120℃, 16시간)를 하는 경우가 가장 좋았고, RRA처리는 220℃에서 5분간 retrogression 처리를 한 후 120℃에서 24시
경우가 가장 좋았으며, 특히 RRA처리의 경우 이단시효처리에 비해 강도는 약간 낮으나 내응력부식성은 더욱 향상 되었
3) 이단시효처리 및 RRA처러 때의 내응력부식성의 향상은 T73처리에 가까운 조대한 입계석출물에 기인 하며, 기지석
거의 무관한 것으로 판단 된다.
4) 응력부식파단은 기지에 비하여 전기화학적으로 양극이 되는 입계석출물이 우선적으로 용해하여 입계취성파괴를 조
는 것으로 판단되었으며, 시효처리에 따른 내식성의 변화는 이러한 관점에서 내응력부식성과 밀접한 관계가 있는 것으로
Effects of various aging treatments, such as one-step aging, two-step aging, and retrogression and re-a
mechanical properties and stress corrosion resistance of the 7075 Al allay were investigated to find the optim
procedure providing enhanced stress corrosion resistance as well as high mechanical strength. Hardness and
measured after each aging treatment and corrosion resistance sere evaluated with the potentiodynamic pola
Stress corrosion resistance was also measured at a constant load, and fracture surface of the resulting samples
a scanning electron microscope. Transmission electron microscope was also employed to investigate the mic
samples. The results are summarized below.
1) Both the two-step aging and RRA treatment resulted a higher strength than T6 treatment and a good stress c
comparable to T73 treatment. The high strength in these treatments were attributed to the high density of
comparable to T6 treatment.
2) To consider both strength and stress corrosion resistance, the optimum aging condition for the two-step a
pre-aging at 90℃ for 3hr followed by final aging at 120℃ for 16hr. In the case of RRA treatment, re-aging trea
℃ C
ALZNMGCU, 7075, AL, 합금, 시효처리, 강도, 내응력부식성, STRENGTH, STRE
SS, CORROSION