절삭가공조건의 선택
1) 절삭가공조건
(가) 절삭공구재질의 선택지침
고속도 공구강 : 표 4.26. 인성이 풍부하고 안가, 재연마 가능하지만 600℃ 이상에서 경도가 저하하기 때문에 고속절삭에는 부적합, 드릴, 탬, 커터, 저속선삭, 총형공구 등에 사용한다.
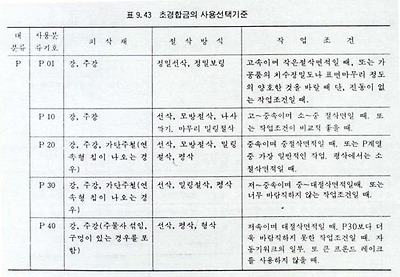
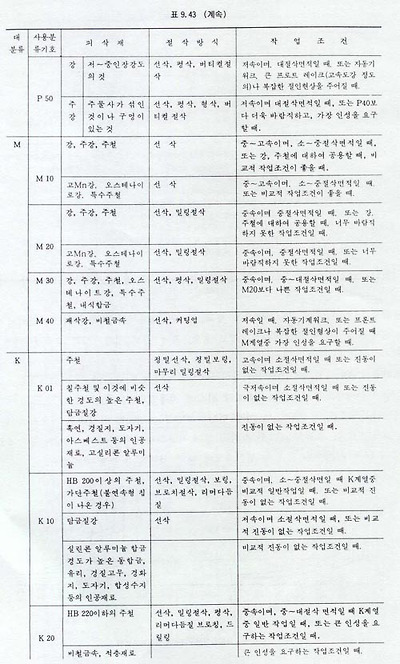
초경합금(carbite) : 고속공구강에 비하여 고온강도, 내마모성이 높지만, 인성이 나쁘다. 피삭재질에 따라서 P.M.K의 3종이 있고, 각각의 선택지침이 표 9.43에 규정하고 있다.

서멧(cermet) : 초경과 세라믹의 중간적 특성이 있고, 2m/s 이상의 고속선삭에 많이 사용한다.
세라믹 : 1200℃까지 H
 2000으로 높고, 2-7m/s까지의 고속절삭에 적합하지만 인성이 나쁘고 인선이 빠지기 쉽다. 고경도 재료, 주철 등의 절삭, 강의 고속경절삭에 많이 사용한다.
2000으로 높고, 2-7m/s까지의 고속절삭에 적합하지만 인성이 나쁘고 인선이 빠지기 쉽다. 고경도 재료, 주철 등의 절삭, 강의 고속경절삭에 많이 사용한다.
보라존(CBN) : H
 = 4700이며 다이아몬드의 다음으로 단단하고, 다이아몬드보다도 더욱 내열성이 우수하다. 고가, 고경도재료의 절삭에 사용한다.
= 4700이며 다이아몬드의 다음으로 단단하고, 다이아몬드보다도 더욱 내열성이 우수하다. 고가, 고경도재료의 절삭에 사용한다.
다이아몬드 : H
 = 7000이며 가장 단단하지만 700-800℃ 이상에서 마모하기 쉽다. 비철합금의 고속경절삭, 고경도 재료의 절삭에 많이 사용하지만 고가이다. 이상의 공구재료에 대하여 그림 9.46에 피삭재의 경도와 절삭속도에 대한 선택의 가늠을 표시한다.
= 7000이며 가장 단단하지만 700-800℃ 이상에서 마모하기 쉽다. 비철합금의 고속경절삭, 고경도 재료의 절삭에 많이 사용하지만 고가이다. 이상의 공구재료에 대하여 그림 9.46에 피삭재의 경도와 절삭속도에 대한 선택의 가늠을 표시한다.


(나) 절삭공구각의 선택지침
표 9.44- 표 9.46에 바이트, 드릴, 커터의 공구각의 채용법과 각각의 권장치를 표시한다. 표 9.47은 각 공구각이 가공결과에 미치는 효과를 표시한다.


(다) 절삭속도, 이송, 절삭깊이의 선택지침
표 9.48, 표 9.49, 표 9.50에 선삭, 드릴가공 및 밀링절삭시의 표준적 가공조건을 표시한다. 절삭속도는 권장치를 기본으로 설정하지만 그림 9.47과 표 9.51에 표시하는 ISO의 수명판전(tool life criterial)에서 다음과 같이 결정할 수 있다. 수명 T
 =60s로 되는 절삭속도를 V
=60s로 되는 절삭속도를 V
 m/s로 하면, 입의 절삭속도 V에서의 수명 T는
m/s로 하면, 입의 절삭속도 V에서의 수명 T는
(V/V
 ) = (T
) = (T
 /T)
/T)

대표적인 공구재와 피삭재에 대한 V
 과 n을 그림 9.48에 표시한다.
과 n을 그림 9.48에 표시한다.





2) 연삭가공 조건(grinding condition)
(가) 연삭숫돌의 선택지침
지립재의 종류를 표 9.52에 연삭숫돌의 표시법을 표 9.53에 원통연삭시의 표준적 가공조건을 표 9.54에 표시한다. 표 9.55에 금속가공용 숫돌의 선택지침을 표시한다. 평면연삭의 경우도 대략 마찬가지의 조건이면 좋다.
(나) 숫돌수명과 드레싱(dressing)
연삭의 진행과 동시에 숫돌작업면이나 로딩(loading)이 생겨서 수명이 달한다. 수명은 채터(chatter), 이상연삭음, 타는 곳 등의 발생이나 표면 거칠기의 저하, 또는 연삭저항의 급상승 등에 따라서 판정한다. 수명에 이르면, 숫돌작업면을 드레싱한다. 표 9.56에 표준적 드레싱 조건을 표시한다.




3) 절삭유제
표 9.57에 절삭유제의 종류와 적용예를 표시한다.

지 그
1. 개 요
지그는 기계부품의 제작, 검자, 조립 등에서 공작물을 붙이거나, 공작물에 붙여서 가공부분의 위치를 정하거나 공구의 안내를 하는 생산용 특수 공구이다. 똑같은 작업을 반복해서 대량 생산하는 부품을 일정한 위치에 놓고 고정시킨 후, 휘거나 움직이도록 함으로써 반복잡업을 보조해 주는 역할을 한다. 일반적으로 일감을 가공할 때 공구를 안내해 주는 역할을 하는 것을 지그(Jig)라 하여 고정구(Fixture)와 구별한다.
2. 지그의 종류
(1) 용도에 의한 분류
1) 보링 지그 : 보링작업에서 보링바(Boring Bar)의 떨림을 적게하기 위하여 보링바를 안내하고 잡아준다.
2) 드릴 지구 : 드릴링, 리밍, 탭핑, 카운터보링, 카운터싱킹 등에 쓰이며 일감의 한쪽면에만 구멍을 뚫는 작업을 하는데 사용되는 개방형 지그(Open Jig)와 일감의 여러면에 구멍을 뚫는 작업을 하는데 사용되는 밀폐형 지그(Closed Jig)가 있다.
(2) 형태에 의한 분류
1) 형판 지그(Template Jig)
① 일감의 특정한 부분의 모양에 맞추어 작업할 수 있도록 만들어진 지그이며, 고정장치가 없는 단순한 형태이다.
② 작업속도를 빠르게 하고 노동력의 절감을 위해 사용되며, 비교적 제작비용이 적다.
③ 별도의 핀에 의해 위치를 잡아주며 부시를 사용하지 않을 때는 전체를 열처리하여 경화시켜 사용한다.
2) 평판 지그(Plate Jig)
① 지그 몸체는 평판이고, 여기에 위치 결정구, 고정장치, 드릴 부시 등 지그의 모든 요소가 조립되어 있는 형태이다.
② 비교적 일감의 크기가 작고 단순한 모양에 사용하며, 일감의 변형이 있을 때는 평판 지그위에 위판을 붙인 샌트위치 지그(Sandwitch Jig)를 사용한다.

3) 앵글판 지그(Angle Plate Jig)
① 일감을 위치 결정면에 대하여 직각으로 고정하는 지그로써 풀리, 칼라, 기어등의 가공에 많이 이용된다.
② 형태를 약간 변형하면 90° 이외의 각도로 일감을 가공할 수 있다(수정 앵글판 지그).
4) 박스 지그(Box Jig)
① 일감의 전표면을 둘러싼 상자모양의 지그로써 일감의 여러면에 구멍을 뚫는데 사용한다.
② 일감을 다시 돌려 물리지 않고 연속작업을 하며, 구멍간의 정확한 위치와 치수가 요구되는 일감의 가공에 용이한다.

5) 채널 지그(Channel Jig) : 박스지그이 형태중에서 가장 단순한 형태로써 일감은 두면 사에에 고정되고 제2표면을 가공한다.
6) 분할 지그(Indexing Jig)
① 일감의 평면이나 원주면을 정확한 간격으로 구멍을 뚫는데 사용된다.
② 분할 장치인 분할핀과 손잡이가 설치되어있으며 크기가 큰 분할지그는 로터리 지그 (Rotary Jig)라고도 한다.
7) 펌프 지그(Pump JIg)
① 레버로 지그판을 올리고 내리고 할 수 있어 일감을 쉽게 넣고 뺄 수 있다.
② 드릴을 안내하는 부시는 일감에 맞추어 설치할 수 있으며 약간의 변형만으로 소요 용도에 사용할 수 있어 경제적이다.
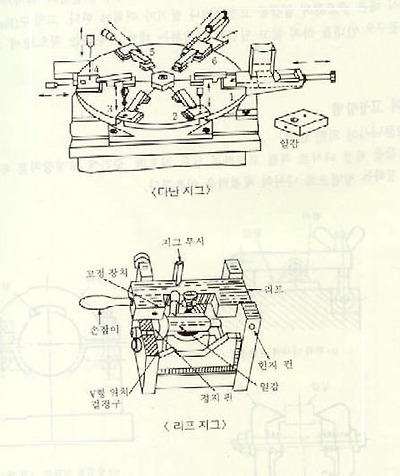
8) 다단 지그(Multistation Jig) : 보통 단축 드릴작업에 사용되는 지그로 일감을 몇 개의 단으로 된 지그에 설치하여 제조공정에 따라 연속적인 작업을 할 수 있다.
9) 리프 지그(Leaf Jig)
① 힌지로 고정된 리프를 열거나 닫을 수 있게 하여, 일감을 낳거빼는 일이 쉽게 만들어진 지그이다.
② 일반적으로 박스 지그보다 작게 만들어지며 쉽게 조작할 수 있도록 손잡이를 설치한다.
절삭가공의 분류
1. 개 요
기계 가공은 칩(Chip)을 발생하면서 가공하는 절삭가공과 단조, 인발, 압연 등과 같이 칩이 발생되지 않는 비절삭 가공으로 크게 대별된다. 절삭 가공은 절삭공구에 의한 것과 연삭공구에 의한 것, 그리고 전기 화학적인 방법을 이용하여 가공하는 특수가공이 있다.
2. 절삭 가공의 분류
(1) 절삭 공구 가공
1)고정공구에 의한 가공
① 선삭 : 척에 고정된 일감을 회전시키고, 공구대에 공구를 고정시켜 전후, 좌우로 직선 이송시켜 워농의 일감을 가공함.
② 평삭(셰이퍼, 플레이너, 슬로터) : 공구를 고정한 램의 좌우, 왕복 직선운동과, 이에 수직방향인 일감의 직선운동으로 가공하며 절삭능률을 높이기 위해 급속 귀환운동(Quick Retrun Motion)을 함.
③ 브로우칭 : 다인 공구인 브로우치를 공작물에 눌러대고 이송시켜 키홈등을 공구의 다면 형상으로 절삭하는 가공
2) 회전공구에 의한 가공
① 밀링 : 주축에 고정된 절삭공구를 회전시키고 일감을 전후, 좌우, 상하로 직선 이송하면서 가공
② 슈퍼피니싱(Supper Finishing) : 미세한 숫돌입자를 비교적 약하게 결합시킨 연삭숫돌을 이용하여, 비교적 낮은 압력과 미진동을 주면서, 주로 고정밀도의 표면으로 가공
③호닝( Honing) : 숫돌입자를 결합시킨 직사각형의 숫돌을 붙인 혼(Hone)에 회전운동과 직선운동을 동시에 주면서 구멍의 내면을 정밀하게 가공
④ 버핑(Buffing) : 직물등의 연한 재료의 회전 원반에 숫돌입자를 부착시키고 공작물을 접촉시켜 마찰에 의해 가공면을 매끈하게 함.
(2) 분말입자에 의한 가공
① 랩(lap)이라고 하는 공구와 일감사이에 랩제인 연산 입자를 넣고 일감을 가압하면서 상대운동을 주어 매끈한 다듬질 면을 얻는 가공방법
② 액체 호닝(Liquid Honing) : 연삭입자를 가공액과 혼합한 다음 압축공기와 함께 노즐로 고속 분사시켜 금속 표면을 가공
③ 배럴 연마 : 회전하는 상자속에 공작물과 미디아 (Media)로써 숫돌입자 등을 넣고 서로 마찰, 충돌시켜 공작물의 표면을 매끈하게 함
④ 초음파 가공(Ultrasonic Machining) : 액체와 연삭 입자를 섞은 Lap제를 초음파 공구와 일감사이에 넣고 이것에 초음파 진동을 시켜 미립자의 충돌로 인한 절삭작용 으로써 공구와 동일한 단면의 구멍을 뚫는 가공
<가공 방법에 따른 공구와 일감의 상호 운동 관계>
|
종 류 |
대표적인 공작 기계 |
기 본 가 공 |
절 삭 운 동 | |
|
일 감 |
공 구 | |||
|
선 삭 |
선 반 |
바깥지름, 안지름 절단, 나사, 테이퍼 가공 |
회 전 |
고정 상태에서 축방향 및 축에 직각방향 이송 |
|
드릴링 |
드릴링 머신 |
구멍 뚫기 |
고 정 |
회전하면서 축방향 이송 |
|
보 링 머 신 |
구멍 내면 가공 |
고정하고 이송 |
회전(이송할 때도 있다.) | |
|
밀 링 |
밀 링 머 신 |
평면, 홈, 각종 윤곽 |
고정하고 이송 |
회전 |
|
평 삭 |
세이퍼 슬로터 |
평면 절삭, 홈 |
고정하고 공구의 운동 방향과직각으로 이송 |
왕복운동 |
|
플 레 이 너 |
평면 절삭(대형일감) |
왕복 운동 |
일감의 운동과 직각 방향으로 이송 | |
|
연 삭 |
연 삭 기 래 핑 머 신 |
바깥지름,안지름, 평면 연삭 |
회전, 고정하고 이송 |
회전 |
|
호 닝 머 신 |
안지름 호님 |
고정하고 이송 |
회전하면서 상하 운동 | |
(3) 특수 가공
1) 열적 특수 가공
① 방전 가공 : 절연성의 가공액 속에 일감을 고정한 후, 공구대신 전극의 방전현상을 이용하여 일감을 국부적으로 가열 용융하고 기화시켜 가공
② 빔가공 : 전자빔, 레이저 빔을 이용하여 전자 또는 레이저광을 렌즈에 의해 집중 조사하여 고에너지를 통해 재료를 용해 증발시키는 가공
③ 플라즈마 가공 : 가스가 가열에 의해 이온화된 플라즈마(Plasma)를 분산시켜 가공부를 용융시키고 가스흐름(Stream)으로 표면을 가공
2) 화학적 특수 가공 : 기계적, 전기적 방법으로 가공할 수 없는 재료를 용해나 부식등의 화학적인 방법으로 표면을 가공하는 것으로 용삭가공, 화학연마, 화학연삭, 화학절단이 있다.
3) 전기 화학적 특수가공 : 전기도금과는 반대로 연마하려는 일감을 양극, 공구는 음극으로 연결하여 전해액 속에서 전류를 통해 가공부위의 전해작용을 이용하여 가공하는 것으로 전해 연마, 전해가공, 전해 연삭 등이 있다.
4) 기계적 특수가공 : 작은 강구나 그리트를 사용하여 가공물 표면을 가공하는 쇼트리닝, 그라트블라스팅이 있으며, 원통내면을 강구를 압입하여 가공하는 버어니싱 및 볼브로우칭, 회전하는 일감에 롤러를 압입, 급송시켜 가공하는 롤러 다듬질 등이 있다.
절삭, 연삭가공 일반
1) 가공원리
절삭, 연삭가공은 공구와 공작품의 사이에 상대운동을 주어, 공작품의 불요부분을 칩(chip)으로서 제거하므로서 소망의 형상을 얻는 가공법이다. 칩을 내지 않는 가공법에 비하여, 높은 가공정밀도를 얻으므로 정밀가공 부품의 다듬질 공정에 사용하는 경우가 많다. 절삭가공(metal cutting)에서는 그림 9.40 (a)의 쐐기형 공구로서 공작품의 불필요 부분이 연속적으로 절단되어 연속형 칩으로서 배출하는 경우와 불연속으로 열단하여 불연속형 칩으로 배출하는 경우가 있다. 연삭가공은 그림 (b)의 복잡한 형상의 지립을 결합한 지석을 사용하여 미소한 절삭을 한다. 절삭이나 연삭도 공구와 피삭재의 경도차가 최저 20% 있으면 깎을 수 있지만, 실제로는 공구의 과대한 마모를 방지하기 위하여 경도차를 수배 이상 채용하는 것이 보통이다.

2) 피삭성(machinabiltiy)과 잘삭력, 동력
절삭(연삭)시 공구-공작품 간에는 그림 9.41과 같은 절삭력이 작용하여, 각 분력의 비율은 보통 다음과 같다.
절삭가공
 10 : 3 : 1
10 : 3 : 1
연삭가공
 1 : (2-3) : 0.1
1 : (2-3) : 0.1
연속분력
 는 칩단면적에 대략 비례하고, 그 비례정수
는 칩단면적에 대략 비례하고, 그 비례정수
 를 비절삭(연삭)저항이라 한다.
를 비절삭(연삭)저항이라 한다.

 N
N
그림 9.42에 칩단면적 A㎟의 채용법을, 그림 9.43에는
 의 값을 표시한다. 절삭이 요하는 구축동력 P는
의 값을 표시한다. 절삭이 요하는 구축동력 P는
 W
W
단 V는 잘삭속도이며, m/s의 단위로 표시한다. 기계효율
 는 0.7-0.9이다.
는 0.7-0.9이다.
3) 다듬질면의 거칠기와 표면성상
선삭 밀링 절삭시에 기하학적으로 결정하는 이상거칠기를 그림 9.44에 표시한다. 그러나 보통은 공구의 마모 절삭깊이 변동, 구성인선 및 절삭부를 떠오르기 현상 등의 영향으로 실제로 얻는 거칠기는 이상거칠기의 1.5-3배로 된다.


그림 9.45는 연강절삭 후의 표면성상의 전형 예이다. 절삭에서나 연삭에서도 보통은 표면근방에서 수100MPa/㎟의 인장잔류응력이 작용하여 깊이 수 10μm 이상의 압축응력으로 구하지 않는다. 300-300μm이상에서는 잔류응력이 작용하지 않는다. 표 9.42에 가공조건이 표면성상에 미치는 효과를 표시한다.
절삭 가공 (machining cutting of metals)
주조, 단조 등으로 만들어진 부품을 깍아 원하는 모양, 치수로 가공하는 공작법을 절삭 가공이라 한다.
절삭 가공에는 손다듬질과 기계 가공 방법이 있다.

손다듬질은 톱, 줄, 정, 스크레이퍼 등과 같은 손다듬질용 공구를 사용하여 소재를 가공하거나 부품을 조립하는 작업으로서, 금긋기 작업, 정 작업, 줄 작업, 스크레이퍼 작업, 드릴 작업, 탭 작업, 리머 작업, 조립 작업 등이 있다.
기계 가공은 기계와 절삭 공구를 사용하여 소재를 원하는 모양과 치수로 절삭 가공하는 공작법으로, 금속 재료뿐만 아니라 목재, 합성 수지 등 비금속 재료의 가공에도 널리 이용된다.
절삭 가공은 가공 방법이나 사용되는 공구의 모양 또는 공구와 공작물의 상대 운동 형식 등에 따라 그림 2-24와 같이 여러 가지 가공법이 있다.
cutting motion) 공작물을 절삭할 때의 공작물과 절삭 공구와의 상대 운동. 주절삭 운동·이송 운동·조정운동의 3개의 조합으로부터 이루어 진다.


기계 제작 공정 (machine manufacturing process)
기계 제품의 제작 공정은 제품의 종류, 제작 방법, 기술 수준, 공장 규모 등에 따라 차이가 있으나 일반적으로 그림 2-11과 같이 요약할 수 있다.

제조공정의 분야에서 공작기계가 차지하는 비중은 매우 높으며 공작기계의 중요성은 절대적이다.
대부분의 공작기계는 베이스(base)와 주축대(geadstock)와 같은 두 가지 또는 그 이상의 구성요소를 사용하여 구성된다.
이들 구성요소는 선반(lathe) 혹은 밀링머신(milling machine), 드릴프레스(drill press)와 같은 기계에서 각각 다른 기능을 가지나 공통된 특성을 보유한다.
공작기계 구조에 대한 중요한 요구사항은 외형, 작업자와 부품입수의 용이성, 칩처리의 편리함 및 안전이다.
공작기계 성능의 견지에서 정적 및 동적 강성은 정밀도와 정확도에 필요하다.
기계 가공시의 떨림을 막기 위하여 기계구조의 안정성이 요구된다.
이 장의 목적은 제품을 생산함에 있어서 현대적인 가공방법의 폭을 인식하는 데 필요한 공작기계 기본요소를 이해하는 것이다.
1. 공작기계(machine tools)
공작기계는 사용하는 공구의 절삭날 수에 있어서 뿐만 아니라 공구와 공작물이 서로 상대적으로 움직이는 방식에 있어서 다르다.
그림 7.1에 전통적인 공작기계에서 사용되는 금속절삭공정을 나타낸다.
수직머시닝센터, 드릴프레스, 보링머신, 밀링머신, 셰이퍼와 연삭기에서 공작물은 사실상 움직이지 않고 공구가 움직인다.
회전, 이송, 왕복, 선회, 고정적, 병진운동 및 곡선적이라는 용어는 중요한 표현이다.
이 표현들은 특수한 가공공정의 관계에서 특별한 의미를 갖는다.
단인공구(single-point tool)를 사용하는 셰이퍼는 가장 단순하다.
선반과 보링머신은 단인공구를 사용하고, 운동학적으로 반대인 기계이다.
그림 7.2A에서와 같이 선반에서 공작물은 회전하고 있으나 절삭공구는 거의 정지되어 있다.
선반에서 선삭작업을 하고, 공구는 왕복대 안에서 운동하고 이 공구의 운동을 이송이라고 하며, 이송속도는 상대적으로 낮은 값이고 회전당 인치(ipr) 또는 mm/rev로 표시한다.
그림 7.2B의 보링머신에서는 공작물이 정지되어 있고 공구가 고정된 중심에 대하여 회전한다.
병진(translation)은 직선운동을 의미하는 반면, 곡선적(curvilinear)이라는 것은 직선을 따르지도 않고 원형 회전도 아닌 운동을 의미한다.
선반의 공구와 보링머신의 테이블은 실제로 정지하고 있지는 않으나, 이것은 여기에서 문제되지 않는다.
보통의 경우, 회전하는 공작물을 이송시키지 않고 공구의 왕복대를 이송하는 것이 공구대를 정지시키고 주축대와 지지구와 함께 회전하는 공작물을 이송시키는 것보다 편리하다.
셰이퍼와 플레이너는 단인공구를 사용한다.
그림 7.2C와 D는 공작물의 크기가 기계구조설계의 요인임을 지적한다.
작은 공작물은 플레이너보다 셰이퍼에서 더 효율적으로 가공된다.
기계의 일반적인 외관은 공작물과 공구의 운동학적 관계를 반대로 하면 변경된다.
그러나 절삭작용의 원리는 동일하다.
1800년대 초기에 Eli Whitney에 의하여 밀링커터가 소개되기 전까지 회전공구는 보링공구 뿐이었다.
여기에 Whitney가 새로운 적용을 제시하였다.
밀링커터는 이제는 원형구멍을 가공하는 데만 쓰일 뿐 아니라 키홈가공, 절단, 톱질, 평면 및 정면 밀링, 기어치형절삭, 불규칙한 형상물의 형상가공 등에 사용된다.
공작물의 이송과 동시에 공구를 회전하는 방법이 그림 7.2E와 그림 7.2G에 도시한 플로어형 수평 보링머신이다.
원통연삭기(cylindrical grinder)는 선반과 보링머신의 운동을 채택하고 있으며, 다만 단인공구 대신 회전공구(연삭숫돌)를 사용하는 것이 다르다.
공작물과 절삭공구는 그림 7.2H에 나타낸 바와 같이 연삭기에서 회전한다.
이 기본 공작기계의 특성을 표 7.1에 표시한다.
2. 기본요소(elements)
금속절삭기계는 각각 특수한 기능을 갖는 독립적인 요소로 구성된다.
요소는 기계프레임(frame), 주축대(headstock), 칼럼(column), 테이블(table), 왕복대 또는 새들(saddle), 베드(bed), 베이스 또는 런웨이(runway) 및 크로스레일 또는 슬라이드레일(slide rail)로 되어 있다.
공작기계는 각 구성부품의 조립으로 어떤 성격을 지니게 된다.
예를 들면, 수평보링 및 밀링머신에 네 가지 다른 형식이 있다.
즉, 테이블형, 플로어형, 플레이너형과 다두형이다.
테이블형 기계는 테이블과 새들이 있으며 공작물은 테이블 위에 장착한다.
그리고 다두형 기계는 주축대가 추가되고 크로스레일 및 칼럼지지대를 결합한다.
이러한 기본장치들은 부품을 가공하기 위하여 여러 가지 방법으로 사용될 수 있다.
기계프레임은 공작기계의 중요한 요소이고, 회주철 또는 강으로 주조되거나 강판을 용접하여 제작된다.
프레임은 용접으로 제작하기에는 너무 복잡하거나 또는 프레임의 무게가 비교적 중요한 경우에는 일반적으로 주조한다.
주철은 매우 높은 감쇠용량을 가지고 있기 때문에 진동이 문제로 되는 대부분의 보통 크기 공작기계에서는 회주철이 선호된다.
대형 중절삭용 기계의 프레임은 충격하중에 견딜 수 있어야 하며 종종 주강으로 제작된다.
용접 또는 조립형 프레임은 주조 프레임과 비교할 때 다음과 같은 장점이 있다.
1. 무게가 약 25% 절약된다.
2. 파괴된 프레임은 수리하기가 비교적 용이하다.
3. 기계부품의 설계요구에 따라서 동일 프레임에서 여러 가지 등급의 강이 사용된다.
4. 주조모형이나 코어에 투자를 하지 않으므로 설계변경에 비용이 적게 든다.
5. 기계가공이나 설계에서의 오차를 수정하기가 용이하다.
6. 진동과 처짐을 조절하기 위하여 응력을 받는 구역 가까이 보충재료를 첨가할 수 있다.
조립프레임의 단점은 다음과 같다.
1. 회주철은 용접한 강제프레임보다 진동을 잘 흡수한다.
2. 주조한 재료는 균질이며, 따라서 화학반응을 무시할 수 있다.
3. 주조 공정이 높은 생산속도에 더 적당하다.
4. 중절삭기계의 프레임은 하중을 받기 위해 상당히 큰 무게가 필요하다.
주축대는 절삭 공구를 돌리거나 이송을 주고 또는 공작물을 회전시킨다. 런웨이는 주로 대형기계에서 사용되는 것으로, 플로어형 플레너의 칼럼과 회전테이블을 이송한다. 진동의 두 가지 형태는 강제진동과 자려진동이다. 절삭가공의 개요 어떤 의미에서 현대의 설계자들은 과거에 비해 자기가 설계한 제품을 현실화시키는데 많은 혜택을 누리고 있다고 할 수 있다. 18세기말 James Watt는 증기 기관 설계 후 실지 제품으로 현실화시키는데 20년이 넘는 기간이 소요되었다. 당시의 절삭 가공 기술 수준 문제가 그렇게 장기간이 소요되도록 한 가장 큰 요인들 중 하나였다고 할 수 있다. 그동안의 생산 기술, 특히 절삭 가공 분야에서의 발전은 설계 단계부터 실지 제품으로 현실화하기까지의 신제품 개발 기간을 획기적으로 단축시키는데 큰 기여를 했다. 반면에 경쟁 심화로 제품의 성능과 기능 외에도 가장 경제적이고 효율적으로 원재료를 제품으로 변환하기 위한 노력이 더욱 절실해졌다고 할 수 있다. 절삭가공은 소재로부터 불필요한 부분을 제거해, 원하는 치수의 형상 및 표면 성질을 얻는 가공법을 말한다. 일반적으로 절삭 가공은 피삭재보다 경도가 높은, 즉 피삭재보다 단단한 공구와 피삭재와의 상대 운동을 통해 소재에 국부적으로 발생한 큰 전단 변형으로 피삭재를 조금씩 파단시켜 제거하는 가공이다. 이때 제거되어 나오는 피삭재 부스러기를 칩(Chip)이라고 한다. 협의의 절삭 가공은 날을 가진 공구에 의한 가공법을 의미하며, 광의의 절삭 가공에는 연삭 입자를 이용한 가공법과 전기적 에너지, 화학적 에너지, 열 에너지 등을 이용한 가공법이 포함된다. 넓은 의미의 절삭 가공은 아래와 같이 구분할 수 있다.
구분 가공법 종류 비고 공구에 의한 가공 - 선삭(Turning), - 밀링(Milling) - 구멍 가공 (드릴링, 보오링, 리이밍) - 평삭 (Planing) - 기어 가공 - 브로우치 가공 (Broaching) - 기타 톱가공 등 고정 입자에 의한 가공 - 연삭(Grinding) - 호오닝 (Honing)과 수퍼 피니싱 (Super Finishing) - 기타 벨트 연마, 디스크 샌딩 등 유리 입자에 의한 가공 - 랩핑(Lapping), - 액체 호오닝(Liquid Honing) - 샌드 블라스트 (Sand Blasting) - 초음파 가공 (Ultrasonic Machining) - 기타 바렐 연마, 버핑 등 기타 특수 가공 - 열 에너지를 이용한 가공 - 전해 응용 가공 - 화학적 가공법 (Chemical Machining) 제조 원가를 낮추기 위해서는 제품 설계 단계에서부터 원가 절감을 위한 노력이 필요하다. 단, 제조 원가와 품질은 단순히 절삭 가공에만 국한된 내용은 아니라고 할 수 있지만, 여기서는 절삭 가공 위주로 이야기하기로 한다. 절삭 가공은 다른 가공법에 비해 칫수 및 형상 정도, 가공면의 거칠기 등에서 뛰어나지만, 비용이 많이 소요되는 가공법이므로 원가 절감을 위한 노력이 더욱 필요한 분야라고 할 수 있다. 1) 제품 설계 단계 제품 설계 단계에서 이미 제조 원가가 어느 정도 결정이 되므로, 제조를 고려한 설계는 아주 중요하다고 할 수 있다. 원가 절감을 위해서는 가공 정도와 우수한 표면 성질이 요구되는 부분에만 절삭 가공을 적용하도록 하고, 가능한 한 비용이 적게 소요되는 가공법을 적용할 수 있도록 제품 설계 단계에서 사전에 충분한 검토와 협의가 필요하다. 예를 들면 아래와 같은 사항들이 될 수 있다. - 가공 표면적을 줄이는 설계 - 가공 공정수를 줄일 수 있도록 형상 단순화 - 구멍은 관통시키는 것이 유리 (막힌 구멍일 경우 드릴 자국 허용). - 공차는 가능한 한 크게 하고, 기하공차 시스템(GD & T) 적용 - 홈 등은 가능한 한 외경 부품에 가공 (내경보다 외경 가공이 쉬움) - 가급적 보유 기존 설비 이용이 가능하도록 설계 (신규 설비 투자 필요시 투자 타당성 및 개발 소요 기간 검토 선행) 마찬가지로 공정 설계 단계에서도 품질, 제조 원가 등을 고려한 공정이 될 수 있도록 사전에 충분한 검토와 협의가 필요하다. 가공 방법, 가공 장비, 가공 순서, 절삭 공구 및 절삭 조건 등의 결정은 품질과 제조 원가를 크게 좌우한다. 제품 설치 시간 단축을 위한 자동화 여부, 또는 전용 라인을 만들어야 될 경우 자동화 수준의 결정 등도 마찬가지로 제조 원가에 큰 영향을 미치므로, 월 평균 생산량, 투자비 등을 고려하여 신중하게 결정할 필요가 있다. 1) 형상 가공 주로 엔드밀(볼 엔드밀 또는 필렛 엔드밀)의 R 부위을 이용한 곡면 가공을 말하며, 곡면 모방 가공(Copy Milling)도 이 범주에 포함시킬 수 있다. 2) 윤곽(Profile) 가공 윤곽 가공은 EDM Wire Cutter를 이용하는 방법 등 여러가지 방법이 있을 수 있으나, 일반적으로 엔드밀의 옆날을 이용한 윤곽면 가공을 말한다. 3) 펜슬(Pencil) 가공 형상 가공시 곡면과 곡면의 경계선에서 공구에 갑자기 큰 절삭 부하가 걸리는 것을 방지하기 위해, 각 곡면 경계선 부위의 여유 소재를 윤곽 가공 전에 제거해 주기 위한 가공으로, 엔드밀의 바닥날과 옆날을 동시에 이용하는 곡면 가공의 성격을 가진다. 단, 공구의 경로가 곡선이라는 점에서 홈가공(Slotting)과는 구분한다. 4) 밀링 가공 회전하는 밀링 커터의 바닥날이나 옆날을 이용한 가공 작업을 지칭한다. 단, 엔드밀을 이용한 밀링 가공은 윤곽 및 형상 가공으로 별도 구분한다. 5) 픽 피드(Peak Feed), 또는 피치(Pitch) 형상 가공시 공구 경로 사이 간격을 말한다. 원하는 표면 조도, 사용하는 공구 직경 등에 따라 결정한다. 6) 커습 높이(Cusp Height), 또는 스캘럽 높이(Scallop Height) 형상 가공시 공구 경로 사이 간격(피치)에 의해 생기는 조개 껍질 형상의 최고점과 최저점의 높이차를 말한다. 공구 직경과 픽 피드량, 가공면의 기울기 등에 의해 결정되며 수평인 가공면을 볼엔드밀로 가공할 경우 아래 식으로 계산된다.
F = SQRT(4DH) 단, H: Cusp Height, D: 볼엔드밀 직경, F: 픽피드 량 예) 직경 20mm 볼엔드밀, 커습 높이 0.002mm로 곡면 가공할 경우 피치는 ? F = SQRT(4*20*0.002) = 0.4 (mm) 7) 가공 단계(Machining Stages) 장비 테이블 또는 베드 상에 설치된 공작물의 위치를 바꾸지 않고 한번에 연속하여 가공할 수 있는 단위 공정을 지칭한다. 8) 단위 절삭 공정(UMO: Unit Machining Operations) 공구 교환이나 클램프 변경 없이 진행 할 수 있는 단위 공정을 말하며, 각 가공 단계는 한개 이상의 단위 절삭 공정으로 구성된다. 1) 고속 가공기 고속 가공은 절삭 속도(공구와 피삭재 접촉부에서의 상대 속도)를 기준으로 구분하는게 바람직하나, 공작 기계 자체를 절삭 속도 기준으로 구분할 수는 없으므로, 편의상 주축 회전수를 기준으로 구분하기로 한다. - 고속 가공기 : 6,000 rpm 이상 ~ 12,000 rpm 미만 - 초고속 가공기 : 12,000 rpm 이상 2) 공작기계의 베드와 테이블 일반적으로 바닥에 고정되어 움직이지 않는 경우 베드(Bed), 움직이는 경우 테이블(Table)이라고 한다. 이외에, 기계 가동 중에 공작물 탈착를 할 수 있도록 하기 위해 교환이 가능한 2개 이상의 테이블을 가지고 있는 장비에서는 테이블을 팔레트(Pallet)이라는 용어로 호칭한다. 예) 테이블 : 플라노 밀러(Plano-Miller) 타입 장비 베드 : 갠트리(Gantry) 타입 장비 팔레트 : 자동 팔레트 교환 장치(APC : Automatic Pallet Changer) 부착 MCT 3) DNC (Distrbuted NC) 중앙 통제 컴퓨터에 등록되어 있는 파트 프로그램 정보에 따라 거기에 네트워크로 연결되어 있는 NC 공작 기계를 제어하는 것을 말한다. 과거, 컴퓨터가 아주 고가이던 시절, 컴퓨터 한 대에 여러대의 NC 공작기계를 연결하여 사용하던 DNC (Direct NC)와는 다른 개념이며, 일반적으로 FMS 또는 CIM 등 자동화 시스템에 적용된다. 4) FMC (Flexible Manufacturing Cell)와 FMS (Flexible Manufacturing System) 좁은 의미의 제조 시스템에 대한 자동화를 의미하며 1대 이상의 가공 설비와 자동 운송 시스템 등을 서로 연결시켜 제어하는 시스템을 말한다. 단, 유연(Flexible) 제조 시스템으로 다품종 혼류 생산이 가능한 시스템을 의미하며, 전용 라인과는 성격이 다르다. NC 가공 설비와 관련 시스템으로 구성된 시스템이 대부분이지만 다른 공정에 적용되는 경우도 많다. 자동차 산업에서는 도장, 차체 용접이나 조립 라인, 엔진 부품 가공이나 조립 공정 등에 혼류 생산이 가능한 유연 제조 시스템이 일찍부터 적용이 되었다. 최근에는 특별한 경우 외에는 Batch Size가 항상 '1'인 금형 가공 분야에도 적용이 증가하고 있다. 일반적으로 시스템을 구성하는 가공 설비의 수가 적고 시스템 전체를 관리하는 중앙 통제 시스템이 없는 소형 시스템을 FMC로, 상대적으로 구성하는 가공 설비의 수가 많고 시스템 전체를 관리하는 중앙 통제 시스템이 있는 복잡한 시스템을 FMS로 구분할 수 있다. 5) CIM (Computer Integrated Manufacturing)과 FA (Factory Automation) 넓은 의미의 제조 시스템(공장)에 대한 자동화를 의미하며 제조 시스템의 각 구성 요소(생산관리, 공구관리, 생산기술, 자재관리. 영업 등) 들을 통합하여 운영하는 시스템을 말한다. FA는 공장 자동화, CIM은 컴퓨터를 이용한 공장 통합 관리를 의미하지만, 명확한 구분은 어렵고 보통 같은 의미로 사용된다. 다만, 용어 자체의 의미로 볼 때, FA는 하드웨어, CIM은 소프트웨어의 성격이 강하다고 할 수 있지만, 자동화에 컴퓨터의 활용은 거의 필수적이라고 할 수 있으므로 CIM으로 통칭해도 큰 무리는 없다. 1. 선삭 (Turning) 선반 가공은 회전하는 공작물을 돌지 않는 공구가 이송하며 불필요한 부분을 깍아내는 가공이다. 따라서 공작물의 축방향에 직각인 단면 형상은 특별한 경우를 제외하고는 항상 원형이다. 선반 가공은 외경 가공, 내경 가공, 나사 가공, 홈 가공, 절단 가공 등으로 구분된다. 선반 가공시 이송률은 일반적으로 주축 1회전당 공구 이동거리(mm/rev)로 지정한다. 뒤의 NC 선반 가공과 어느 정도 중복이 되므로 자세한 설명은 생략한다. 2 .밀링 (Milling) 밀링 가공은 고정되어 있는 공작물을 회전하는 공구가 이송하며 불필요한 부분을 깍아내는 가공이다. 밀링 가공시 이송률은 일반적으로 분당 공구 이동거리(mm/min)로 지정한다. 밀링 장비 크기는 보통 아래표와 갈이 최대 행정으로 구분한다. 단위 : inch
호칭 번호 1 2 3 4 5 6 최대 행정(stroke) 22 28 34 42 50 60 뒤의 MCT 가공과 어느 정도 중복이 되므로 자세한 설명은 생략한다. 2.1.3 구멍 가공 (드릴링, 보오링, 리이밍 : Drilling, Boring, Reaming) 공구를 이용한 구멍 가공 방법은 드릴링, 보링, 리이밍으로 구분할 수 있다. 1) 드릴링 보오링과 리이밍은 이미 뚫려있는 구멍을 확공하는 가공인데 비해 드릴링은 일반적으로 구멍이 없는 상태에서 구멍을 가공하는 방법이다. 드릴링 작업은 레이디얼 드릴, 탁상 드릴, 건 드릴 등 전용 기계에서도 수행되지만, 선반, 밀링 등 일반 공작 기계 작업에서도 큰 비중을 차지하는 가공이다. 2) 보오링 보링은 이미 뚫려있는 구멍을 정밀 공차로 확공하는 가공이다. 일반적으로 보오링 장비(Boring Machine)는 일반 공작 기계에 비해 정밀도가 높고 강성이 크며, 미세 이송이 가능한 구조로 되어 있으며, 수평형과 수직형으로 구분된다. 수직형은 대형으로 제작되는 경우가 많으며, 특히 측정기 수준의 높은 정밀도로 제작된 수직형 보오링 기계를 지그 보오링(Jig Borer)이라고 한다. 3) 리이밍 리이밍도 보링과 마찬가지로 이미 뚫려있는 구멍을 정밀 공차로 다듬질하는 가공이다. 리이밍 작업은 일반적으로 별도의 전용 기계가 아닌 일반 공작기계에서 수행된다. 뒤의 '가공 작업별 공구 분류' 절에서 자세히 설명이 되므로 여기서는 생략한다. 4. 평삭 (Planing) 평삭은 바이트와 공작물의 상대 직선 운동으로 면을 가공하는 작업으로, 쉐이퍼(Shaper), 플레이너(Planer), 슬로터(Slotter) 등의 장비를 사용한 가공을 말한다. 밀링 가공과 유사하지만, 직선 운동을 이용한 가공이라는 점에서 차이가 있다. 1) 쉐이퍼(Shaper) 바이트가 직선 절삭 운동을 하고, 공작물이 직선 이송 운동을 하는 형태의 가공으로, 주로 소형 공작물에 적용된다. 2) 플레이너(Planer) 공작물이 설치된 테이블이 직선 절삭 운동을 하고, 바이트가 직선 이송 운동을 하는 형태의 가공으로, 주로 대형 공작물에 적용된다. 주로, 공작 기계의 베드, 칼럼 등의 표면 가공에 이용된다. 100m/분 수준의 고속 절삭이 가능한 장비도 있지만, 유사한 형태의 밀링 장비인 플라노 밀러(Plano-miller) 등의 장비를 이용한 밀링 가공에 비해서는 작업 능률이 떨어진다. 3) 슬로터(Slotter) 상하 방향으로 직선 운동을 하는 램에 공구를 부착하여, 공작물의 수직면을 가공한다. 주로, 내면 키이홈 가공 등에 사용된다. 5. 기어 가공 기어 가공 방법은 절삭에 의한 방법 외에도 주조, 성형, 전조 등 여러 가지가 있으나 여기서는 절삭 가공 방법에 대해서만 설명하기로 한다. 일반적인 기어 절삭 가공 방법은 아래와 같이 구분할 수 있다.
구분 설명 비고 형판 모방 가공 - 셰이퍼 등의 테이블에 기어 윤곽 형상으로 만든 형판과 기어 소재를 설치하고 모방 가공 - 가공 정도는 낮지만, 다른 방법으로는 가공이 어려운 경우 에 주로 적용 총형 공구 이용 - 총형 공구를 이용해 1피치씩 회전시키며 차례로 절삭 - 총형 바이트 또는 총형 밀링 공구 이용 창성 기어 절삭 호브 - 회전하는 호브를 이용한 기어 창성 가공 - 비교적 정도가 높은 기어를 능률적으로 생산 가능 - 단치차나 내치차 가공 불가 랙형 공구 - 수개의 이를 가진 랙형의 공구를 이용한 기어 창성 가공 - 비교적 정밀한 기어를 가공할 수 있으나 생산성 낮음 - 헬리컬 기어 가공은 용이하나 내치차 가공은 불가 형삭법 피니언형 공구 - 피니언형 공구를 이용한 기어 창성 가공 - 기어 셰이퍼를 사용해 능률적인 가공이 가능 - 주로 자동차 공업 등 대량 생산이 필요한 분야에 적용 - 단치차, 내치차, 헬리컬 기어 등 가공 가능 형삭법 주기) 1. 기타 브로우치형 공구를 이용한 기어 절삭 가공이 있으나 브로우칭의 범주로 볼 수 있으므로 여기서는 생략함. 2. 베벨 기어는 일반 다른 기어와 제작 방법이 좀 다르므로 따로 구분해 설명함. 1) 형판 모방 가공 셰이퍼(Shaper) 등의 테이블 위에 치형 곡선 윤곽을 가진 형판(Template)과 가공할 기어 소재를 설치하고 바이트로 형판을 따라 모방 가공하는 방법이다. 정도가 높은 치형을 절삭하기 어렵고, 이를 한 개씩 차례로 절삭해야 되므로 생산 능률도 별로 높지 않다. 주로, 다른 방법으로 가공하기 어려운 기어 제작에 이용된다. 2) 총형 공구에 의한 치형 절삭 기어 이 한 개의 치형 홈 윤곽 형상을 가진 총형 밀링 커터(Formed Milling Cutter)나 총형 바이트 등 총형 공구를 사용하여 가공할 기어 소재를 한 피치씩 회전시키며 차례로 절삭을 한다. ① 총형 밀링 커터를 이용한 가공 (밀링 가공) 일반 밀링 장비에서 총형 밀링 커터(Formed Milling Cutter)를 이용해 기어를 가공하는 방법을 말한다. 창성법에 비해 정도와 능률 면에서 부족하지만, 특별한 기계를 필요로 하지 않는 장점이 있어, 극소수의 기어를 제작하는 경우나 사이클로이드 기어 제작 등에 사용된다. ② 총형 바이트를 이용한 가공 (셰이퍼, 플레이너) 셰이퍼, 플레이너에서 총형 바이트를 이용해 기어를 가공하는 방법을 말한다. 일반 기어보다는 대형 기어나 대형 내치차의 제작에 주로 적용된다. 3) 창성법 (Generating Gearing) 창성법에 의한 기어 절삭은 피니언 커터(Pinion Cutter), 또는 랙형 커터(Rack Cutter)를 사용하는 형삭법(Gear Shaping)과 회전하는 호브(Hob)를 사용하는 호빙법으로 구분할 수 있다. 총형 공구를 이용하는 방법에 비해 정도와 능률 면에서 훨씬 우수해, 고급 기어 가공은 거의 모두 창성법에 의해 제작된다. ① 호브에 의한 가공 호브는 외경에 치형 곡선 윤곽으로 된 나선홈을 가진 회전 공구를 말한다. 즉, 원통에 치형 곡선 윤곽 형태의 외경 나사를 판 형태의 공구라고 할 수 있으며, 나선홈의 위치는 호브가 1회전할 때 1줄 나사이면 1피치만큼, 2줄 나사이면 2피치만큼 이동한다. 인볼루우트 치형일 경우 호브의 단면 형상은 직선형의 랙과 동일 형상이다. 따라서, 호브가 회전 운동을 하고, 기어 소재가 호브와 이론적인 맞물림 운동을 할 수 있도록 회전 운동을 하면 기어가 가공된다. 즉, 호브는 무한히 긴 랙에 해당한다고 할 수 있다. 이 상태에서 호브를 기어 축방향으로 직선 이송시켜 폭의 전장을 가공한다. 랙형 공구 사용시처럼 기어 이를 한 개 가공할 때마다 원위치로 되돌릴 필요가 없으므로 능률적인 기어 가공이 가능하다. 또한, 한날의 치형 오차나 피치 오차가 가공한 소재의 치형에 미치는 영향이 피니언 커터에 비하면 훨씬 작아 정도가 우수한 기어를 만들 수 있으므로 일반적으로 많이 사용되는 방식이다. 평치차, 헬리컬 기어, 웜 기어 등의 제작에 주로 이용되며, 응용 범위가 넓다. 단, 단치차나 내치차는 가공할 수 없는 단점이 있다. ◆ 호브 호브 재질은 보통 몰리브덴계 고속도강이나 초경 합금이 사용되며, 티타늄 화합물(Ti N, TiC 등)을 코팅하여 사용하는 경우가 많다. 호브 축방향의 홈은 보통 나선형으로 제작되지만, 한줄 나사 호브인 경우는 일반적으로 직선홈(straight gash)으로 제작된다. 절삭날은 보통 상면 경사각 없이 제작되지만, 경사각이 있는 상태로 제작되는 경우도 있다. 일반적으로, 기어의 정삭 가공에는 한줄나사 호브가 사용되며, 거친 절삭에는 여러줄 나사 호브가 사용된다. 여러줄 나사 호브는 줄 수가 많을수록 가공 시간을 단축시킬 수 있다. ② 랙형 공구에 의한 가공 수개의 이를 가진 랙형의 공구와 가공할 기어 소재가 각각의 피치선과 피치원이 구름 접촉으로 운동을 전달하는 랙과 피니언과 동일한 직선 왕복 운동을 하며 인볼루우트 치형을 창성하는 가공을 말한다. 랙 커터의 잇수를 무한히 많게 할 수는 없으므로, 보통은 1개의 이를 창성할 때마다 랙 커터를 시작점으로 되돌려 보내고 다음 이를 절삭하는 방식을 사용한다. ◆ 랙형 공구를 이용하는 기어 셰이퍼 구분 - Maag 사 방식 이 방식의 기어 셰이퍼는 랙의 직선 운동은 소재 쪽에서 행하고, 랙형 커터는 절삭 운동만을 행하는 구조로 되어 있다. 즉, 랙형 커터는 왕복 직선 운동만 하고, 기어 소재가 회전 운동과 직선 운동을 한다. 커터의 날이 직선만으로 되어 있고, 기어의 이를 한 개마다 되돌려가며 가공하므로 커터 오차 보정이 어느 정도 가능해 비교적 정도가 높은 장점이 있으나, 생산 능률이 낮고 내치차 절삭이 불가능하다. 헬리컬 기어는 비교적 용이하게 가공이 가능하다. - 선더랜드 사 방식 랙 커터의 왕복 및 전후 직선 운동과 기어 소재의 회전 운동으로 기어를 창성하는 방식이다. 더블 헬리컬 기어를 가공할 수 있다. ◆ 랙형 공구에 의한 가공시의 언더컷 랙형 공구에 의한 가공시 언더컷(under-cut) 방지를 위해서는 가공할 기어의 최소 잇수를 아래 기준 이상으로 할 필요가 있다. <랙형 공구에 의한 가공 가능한 기어 잇수 기준>
압력각 가공할 기어 잇수 기준 비고 14.5° Z ≥ 32 Z : 가공할 기어 잇수 20° Z ≥ 17 ③ 피니언형 공구에 의한 가공 미국의 펠로우스(Fellows) 사에서 발전시킨 방법으로 전용 장비인 기어 셰이퍼(Gear Shaping M/C)에서 피니언 커터를 사용해 기어를 가공한다. 절삭 행정에서는 공구와 소재의 회전 운동이 없고, 복귀 행정에서 창성 운동이 이루어지는 구조로 되어 있으며, 절삭은 보통 3회 정도로 나누어 행해진다. 단치차(Stepped Gear), 내치차, 헬리컬 기어 등의 가공이 가능하다. 능률적인 생산이 가능해 주로 대량 생산에 적용된다. ◆ 내치차 가공시의 언더컷 잇수가 적은 내치차 가공시는 언더컷(under-cut)이 생길 수 있으므로, 피니언 커터의 잇수를 아래 기준에 따라 조정할 필요가 있다. <내치차(평치차) 기어 가공 피니언 커터 잇수 기준>
압력각 피니언 커터 잇수 기준 비고 14.5° Zc ≤ Z - 32.1 Z : 가공할 내치차 잇수 Zc : 피니언 커터 잇수 20° Zc ≤ Z - 17.6 ◆ 헬리컬 기어 가공 헬리컬 기어 절삭시는 헬리컬 피니언 커터를 사용하고, 절삭 행정에서 직선 운동과 동시에 회전 운동을 해야 된다. 따라서, 임의의 나선각 헬리컬 기어의 가공은 불가능하며, 보통 15°와 32°로 제한된다. 2개의 커터를 교대로 사용하여 더블 헬리컬 기어를 가공하는 기어 셰이퍼도 있다. ◆ 피니언 커터 피니언 커터는 보통 고속도강으로 제작되며, 경사각은 5° 정도로 한다. 모듈이 같은 기어는 하나의 피니언 커터로 가공이 가능한 장점이 있으나, 공구의 피치 오차나 치형 오차가 그대로 가공한 기어에 반영되므로 공구를 정밀하게 제작할 필요가 있다. 4) 베벨 기어(Bevel Gear) 절삭 베벨 기어는 선단으로 갈수록 치형 형상이 작아지므로 일반 평치차와는 가공 방법이 약간 다르다. 베벨 기어의 가공 방법도 일반 기어와 유사하며, 아래와 같이 구분할 수 있다
구분 설명 비고 형판 모방 가공 - 형판과 바이트를 이용한 모방 가공 - 바이트가 형판상의 1점과 정점을 잇는 직선을 왕복 총형 공구로 밀링 가공 - 정도가 높은 기어 제작 불가 - 소형 베벨 기어, 양산성이 불필요한 경우 적용 창성 기어 절삭 글리이슨식 Gleason - 관치차를 이용한 베벨 기어 창성 - 원주에 많은 날이 있는 원판형의 회전 공구로 가공 - 스파이럴 베벨 기어는 링 모양 공구 이용 라이넥커식 Reinecker - 원추와 강철띠로 베벨 기어 창성 클링게른베르그식 Klingeinberg - 원추형 공구를 이용한 스파이럴 베벨 기어 창성 기타 - 하이덴라이히(Heidenreich) 식 - 빌그램(Bilgram) 식 ◆ 글리이슨식 베벨 기어 창성법 베벨 기어 제작에는 글리이슨식 베벨 기어 창성법이 가장 많이 사용된다. 이 방법에서는 베벨기어의 원추면을 평면으로 전개한 형상의 관치차(Crown Gear)를 이용해 베벨기어를 창성한다. 베벨기어와 관치차의 관계는 평기어와 랙의 상관 관계와 유사한 개념이라고 할 수 있다. 단, 랙의 각 단면은 서로 평행하지만, 관치차는 한점에 모인다. 즉, 관치차와 정점 사이에 가공할 기어 소재를 두면, 바로 베벨 기어 치형을 분할할 수 있다. ① 스트레이트 베벨 기어 스트레이트 베벨 기어는 원판 모양의 회전 공구를 이용하는 기어 절삭기(Gleason Conifix Straight Bevel Gear Generator)로 가공한다. ② 스파이럴 베벨 기어 스파이럴 베벨 기어는 링 형상의 공구를 이용하며, 글리이슨식 스파이럴 베벨 기어 절삭기(Gleason Spiral Bevel Gear Generator)로 가공한다. 링형 공구의 자전과 공전으로 공구날의 궤적은 회전중인 가상 관치차의 하나의 이의 형상을 나타낸다. 기어 소재가 이 가상 관치차와 이론적으로 맞물리도록 회전시키면 원호 모양의 기어 윤곽을 가진 베벨 기어가 창성된다. 이가 1개 창성될 때마다 공구와 기어 소재를 처음 위치로 복귀시키고 다음 이를 창성한다. 이 방식을 이용해 하이포이드(Hypoid) 기어의 치형 절삭이 가능하다. 5) 기어 정밀 다듬질 가공 기어의 정밀 다듬질 가공 방법에는 연삭, 랩핑, 셰이빙, 호닝 등이 있다. 셰이빙 외의 다듬질 가공은 공구에 의한 가공이 아니지만 편의상 여기서 같이 설명하도록 한다. ① 연삭 고속 회전을 하거나 큰 하중을 받는 기어, 또는 정밀 기계에 사용되는 기어는 일반적으로 표면 경화 처리 후 담금질 변형 제거를 위해 연삭 다듬질을 한다. 기어 연삭 방법은 보통 아래와 같이 구분할 수 있다. ◆ 총형 숫돌을 사용한 연삭 다이아몬드 드레서로 트루잉(Trueing)한 기어 홈 윤곽 형상의 총형 연삭 숫돌을 사용하여 연삭하는 방법을 말한다. 단, 가공할 기어 규격이 바뀔 때마다 연삭 숫돌을 새로 트루잉해야 되고, 숫돌 마모에 따라 치형 곡선에 오차가 생기는 단점이 있어 일반적인 기어에는 별로 적용되지 않는다. 사이클로이드 등 비인볼루우트 치형 기어, 내치차 등 특수 기어의 연삭에 주로 사용된다. CNC 연삭기는 연삭 숫돌의 트루잉과 드레싱을 CNC 제어에 의해 고정도로 할 수 있어, 기어 정밀 연삭이 가능하다. ◆ 랙형 숫돌을 사용한 연삭 랙 커터를 이용한 기어 절삭과 마찬가지로 랙의 치형에 해당하는 윤곽의 연삭 숫돌로 인볼루우트 치형을 창성한다. 가상 랙의 피치선과 연삭할 기어의 피치내 윤곽면이 구름 접촉하는 것처럼 상대운동을 하고, 동시에 연삭 숫돌이 기어 중심선 축 방향으로도 기어 폭만큼 왕복운동하며, 기어 윤곽면을 연삭한다. 기어 홈 연삭은 하나씩 순차적으로 하며, 일반적으로 건식으로 사용된다. 랙형 숫돌을 사용한 연삭 방식은 연삭 숫돌의 형상이나 배치, 연삭할 기어와의 상대 운동 방식에 따라 크게 아래의 2가지로 구분한다. a) 마그 (Maag) 방식 연삭할 기어의 피치원과 같은 직경의 원판(구름 원판 : Rolling Block)과 그것에 걸린 강으로 된 띠의 가상 구름 접촉을 이용하여 기어 윤곽면을 창성 연삭하는 방법이다. 구름 원판과 동축상에 연삭할 기어를 고정시킨 상태에서 구름 원판을 좌우로 이동시키면 그에 따라 기어도 회전과 동시에 좌우로 움직여 기어 윤곽면을 창성할 수 있다. 가상 랙을 이루는 한쌍의 벨형 연삭 숫돌로 기어 중심축 방향으로 기어의 폭만큼 왕복 운동시켜, 기어 윤곽면을 연삭하며, 일반적으로 건식으로 사용된다. 연삭할 기어와 연삭 숫돌의 배치는 아래의 3가지 형태가 사용된다.
구분 설 명 비고 15° 연삭법 가장 일반적인 형태로 다품종 소량 생산이나, 직경이 큰 기어의 연삭에 주로 사용된다. 보통 연삭 0° 연삭법 창성 스트로우크가 짧고 치형 수정이 가능 주로 대량 생산에 사용 K- 연삭법 0° 연삭보다도 창성 스트로우크가 짧고 대량 생산에 적합 또 다른 Maag 기어 연삭기의 특징은 연삭 숫돌 드레싱 메카니즘이라고 할 수 있다. 약 6초에 1회씩 0.001mm 씩 동시에 한쌍의 숫돌을 드레싱하고, 드레싱한 양만큼 숫돌을 앞으로 이동시켜 숫돌이 기어 윤곽과 접촉하는 위치를 항상 일정하게 유지할 수 있도록 한다. b) Niles 또는 Pratt & Whitney 방식 연삭 숫돌의 단면 형상을 랙 기어 윤곽 형상과 동일하게 성형하고, 그 숫돌로 기어 연삭을 하는 방식이다. 이 방식의 대표적인 기어 연삭기로는 Deutche Niles사와 Pratt & Whitney사의 기어 연삭기가 있다. 연삭 숫돌의 피치선 운동 방향과 연삭할 기어의 원주 방향 운동 방향이 랙과 기어의 맞물림 운동과 동일한 관계를 유지할 수 있도록 하기 위해, 마스터 웜과 마스터 웜휠을 이용한다. 마그 방식에 비해 절삭량을 크게 할 수 있고, 구름 원판을 사용하지 않아도 되므로 준비 교체 시간을 줄일 수 있으며, 폭이 넓은 기어에도 적용이 쉬워 다품종 소량 생산에 적합한 방식이다. 단, 구조상 연마 숫돌 축의 돌출이 불가피해, 연삭 저항에 의한 변형 등으로 정밀도가 떨어지는 단점이 있다. 일반적으로 습식으로 사용한다. ◆ 호브형 숫돌을 사용한 연삭 호브처럼 창성 작용을 하는 워엄 형상의 연삭 숫돌을 사용해 연속적으로 기어 연삭을 하는 방법이다. 랙형 연삭 숫돌을 사용하는 방식이 치형을 한 개씩 순차적으로 연삭하는데 비해, 연속적으로 연삭하므로 능률적인 기어 연삭이 가능하다. 이 방식의 대표적인 기어 연삭기로는 Reishauer 사의 기어 연삭기가 있으며, 일반적으로 습식으로 사용된다. ◆ 베벨 기어의 창성 연삭 대표적인 하이포이드 베벨 기어의 창성 연삭기로는 미국 Gleason사의 하이포이드 기어 연삭기가 있다. 같은 회사에서 제작하는 하이포이드 베벨 기어 절삭기의 기어 절삭 공구 대신 유사 형태의 관 모양 연삭 숫돌을 사용하는 구조로 되어 있으며, 기어와 연삭 숫돌의 상대 운동에 의해 이를 한 개씩 순차적으로 연삭한다. 단, 연삭시 숫돌과 연삭되는 기어의 접촉 상태가 복잡해 버어닝(Burning)이 일어나기 쉬우므로 보통 습식으로 사용된다. ② 기어의 랩핑 랩제가 첨가된 절삭액 속에서 기어를 맞물림 회전시켜 기어 면을 랩핑하는 방법이다. 구조가 간단한 기계로 작업이 가능하고 작업도 단순하지만, 치형 곡선이 망가질 위험이 있고, 잔류 랩제에 의해 사용중 마모가 증가할 우려도 있다. 연삭이 어려운 내접 기어, 스큐우 베벨 기어, 피치가 작은 기어 등에 주로 적용된다. 기어의 랩핑 방법은 아래의 두가지로 구분할 수 있다. a) 랩으로 전용 랩 기어를 사용 주철이나 연질 재료로 만든 랩 기어와 다듬질할 기어를 맞물림 회전시켜 랩핑하는 방법이다. 단, 랩 기어가 마모되면 치형이 부정확해지므로 주기적으로 교환해 주어야 된다. 일반적인 평기어, 헬리컬 기어 등 대부분의 기어에 적용된다. b) 두 개의 기어를 맞물려 서로를 랩핑 별도의 랩 기어를 사용하지 않고 두 개의 기어를 맞물림 회전시켜 서로를 랩핑하도록 하는 방법이다. 주로, 베벨 기어, 스큐우 베벨 기어, 하이포이드 기어 등 연삭이 어려운 기어에 적용된다. ③ 기어 셰이빙 (Gear Shaving) 기어 셰이빙은 정확한 치형으로 제작된 셰이빙 커터와 기어를 맞물림 회전시켜 치형 정밀도의 개선, 치형 수정, 기어 윤곽면 표면 상태를 개선하는 가공 방법이다. 보통 습식으로 사용되며, 대량 생산에 적합한 방식이다. 표면에서 극히 미소한 양만 깍아내게 되므로, 연삭한 기어와 비슷할 정도의 표면 상태를 얻을 수 있고, 정확한 치형의 성능이 우수한 기어를 만들 수 있다. ◆ 기어 셰이빙의 종류 기어 셰이빙은 셰이빙 커터와 가공할 기어의 상대 이송 운동 방식에 따라 아래와 같이 구분할 수 있다.
구분 설명 비고 Conventional Shaving 셰이빙 커터를 맞물림 회전 운동과 동시에 기어 축 방향으로 왕복 이송 운동 시키는 방식으로, 다른 방법에 비해 가공시간이 길어지는 단점이 있다. Tangential Shaving 가공할 기어의 접선 방향으로 셰이빙 커터를 왕복운동시켜 가공하는 방법으로 커터 날의 마모가 균일하고 수명이 긴 장점이 있다. Diagonal Shaving 가공할 기어를 축 방향과 일정 각도 방향으로 이송하면서 셰이빙하는 방법으로, 작은 이송 운동으로 많은 양을 절삭할 수 있어 작업 능률이 높다. Plunge-cut Shaving 기어 반경 방향 이송 운동 만으로 셰이빙하는 방법으로 가공 시간이 매우 짧은 장점이 있다(개당 약 수십초 정도). 공구 수명이 길고 치형 정밀도도 우수하다. 커터 폭이 기어 폭보다 커야 됨 Parallel Axis Shaving 가공할 기어의 축과 커터의 축을 평행으로 하고, 맞물림 회전과 동시에 고속도로 축방향 왕복 운동을 하며 가공하는 방식이다. 주로 내접 기어나 단붙이 기어의 셰이빙에 적용된다. Rack Shaving 랙을 셰이빙 커터로 사용하는 방식으로 이송운동이 불필요해 작업이 단순한 장점이 있으나, 대형 기어에는 적용이 어렵고 능률도 높지 않아 별로 사용되지 않는다. Crown Shaving 기어는 약간 마모된 상태에서 오히려 원활하게 작동된다. 크라운 셰이빙은 약간 마모되었을 때의 형상(중앙부가 약간 튀어나온 형상)으로 미리 만들어 주는 방식이다. 위의 셰이빙 방식들에 모두 적용이 가능하며, 예를 들면 약간의 요동을 주는 등의 방법으로 크라우닝을 실시한다. ◆ 셰이빙 커터 일반적으로 정밀도 0~1급으로 하고, 기어 윤곽면에 세레이션(Serration) 형태의 절삭날이 있으며, 고속도강으로 제작된다. ④ 기어의 호오닝 셰이빙 커터 대신에 유사한 형상의 레지노이드 숫돌을 사용하여, 셰이빙과 유사한 방법으로 기어 윤곽면을 다듬질하는 방법을 말한다. 단, 셰이빙의 경우처럼 치형 수정 효과는 기대하기 어려우며, 주로 작동중의 소음을 줄이기 위한 목적으로 사용된다. 대형 기어의 경우에는 호브형의 숫돌을 사용하는 경우도 있다. 6. 브로우치 가공 (Broaching) 브로우칭은 다수의 날이 순차적으로 배열된 공구(broach)로 공작물 표면을 세게 누른 상태에서 1회 통과시켜 브로우치의 단면 형상대로 공작물을 가공하는 방법이다. 호환성이 요구되는 정밀도가 높은 제품을 1회에 가공할 수 있으며, 복잡한 형상의 제품에도 적용이 용이하다. 단, 브로우치의 제작에 많은 비용이 소요되므로 주로 대량 생산에 적용된다. 1) 브로우치의 종류 브로우치는 분류 기준에 따라 아래와 같이 여러 가지로 분류할 수 있다.
분류 기준 종류 특성 비고 구동 방법 인발식 - 브로우치를 끌어 당겨 가공하는 방식 - 길이가 길고 많은 날이 있는 형태 가장 일반적인 방식 압입식 - 브로우치를 뒤에서 밀어 넣어 가공하는 방식 - 길이가 짧고 날 수가 적어 강성이 큰 형태 보통 2회 이상으로 가공 브로우치 제작 용이 회전식 - 원판형 브로우치의 측면 날로 회전하며 가공 - 무부하 복귀운동이 불필요해 작업 능률 우수 표면 가공에 적용 효율적인 가공 가능 가공면 위치 내면 - 구멍 내면 가공 - 구멍 내벽에 의해 안내되므로 안내를 위한 별도의 특별한 장치 불필요 복잡한 단면 형상 구멍도 고정도로 쉽게 가공 표면 - 평면 또는 곡면으로 된 공작물 외면 가공 - 강성이 높은 안내면 필요 외면 - 공작물의 전체 외주 가공(예 ; 기어 전체이) - 보통 브로우치를 여러개로 분할 제작하고 조립하여 사용 구조 일체형 - 브로우치 전체를 일체로 제작 Solid Broach 조립형 - 브로우치를 분할해 제작하고 조립해 사용 - 외면 브로우치에 주로 적용 Combined Broach 심은날 - 분리된 절삭날을 본체에 부착 사용 Inserted Type Broach 기능 단능형 - 절삭 또는 소성 변형(버니싱) 중 한가지 기능 만을 가진 브로우치 예) 버니싱용 브로우치 복합형 - 위의 두가지 기능이 복합된 브로우치 - 앞부분의 절삭날로 절삭후 맨 뒤의 둥근 날로 버니싱 가공량 거친 절삭용 아래 '절삭 깊이' 참조 다듬질 절삭용 버니싱용 2) 브로우치의 구조 일반 브로우치를 구성하고 있는 부분은 아래 4가지로 구분할 수 있다.
구분 설명 특기 사항 생크(shank) 기계에 브로우치를 장착하기 위한 부분 인발식에서는 주로 코터(Cotter) 사용 안내부 브로우치를 안내할 수 있도록 전가공면보다 약간 작은 칫수(0.02~0.05 mm)의 동일 단면 형상으로 한 부위 가공 구멍 길이보다 길게 함 절삭부 실지로 절삭을 행하는 날 부위 - 각 절삭날당 절삭량을 일정하게 해야 됨. 평행부 절삭부에서 절삭한 면의 치수 정밀도와 면 조도 개선을 위해 설치된 동일 칫수의 평행한 수개의 날 부위 ◆ 절삭날의 피치 절삭날의 피치는 거친 절삭용에서는 칩 배출을 위해 크게 할 필요가 있으며, 다듬질용은 작게한다. 또, 유동형 칩이 나오는 재료보다 주철, 청동 등과 같이 열단형이나 전단형 칩이 나오는 재료에서 피치를 더 크게 할 필요가 있다. 단, 거친 절삭용에서도 가공시 최소 2~3개의 절삭날이 동시에 절삭을 행하도록 할 필요가 있으며, 보통 아래 식을 기준으로 결정한다.
피치 = 1.75 * SQRT(공작물 길이) (mm) ◆ 절삭 깊이 브로우치 가공에서 절삭 깊이는 각 절삭날 한 개당 절삭 깊이를 의미한다. 절삭 깊이가 너무 작으면 절삭날이 가공물에 파고 들기 힘들게 되어 여유면 마찰로 인한 마모로 수명이 단축된다. 반면에 너무 크면 다듬질면의 조도가 나빠지고, 진동이 생길 우려도 증가하므로, 적정한 수준에서 결정할 필요가 있다. 일반적으로 적용되는 절삭 깊이는 아래 표와 같다.
구분 절삭 깊이 비고 거친 절삭 대형 0.1 ~ 0.2 mm 중소형 0.01 ~ 0.08 mm 다듬질 절삭 0.02 mm 이하 버니싱 0 ~ 0.003 mm ◆ 절삭날 형상 - 경사각 클수록 절삭성이 좋아지고 다듬질면도 양호해지지만, 너무 커지면 절삭날의 강성이 약해져 변형으로 인한 진동 등의 문제로 수명이 짧아진다. 브로우치는 일반적으로 제작 비용이 아주 고가인 공구인 점을 고려해 수명 연장을 위해 다른 공구에 비해 경사각을 약간 작게 한다. - 여유각 브로우치 가공에서 여유각이 절삭성에 미치는 영향은 아주 작다. 되도록 여유각을 작게 해 절삭날의 수명을 길게 하는 것이 유리하다. - 랜드(Land)부 랜드부의 주 설치 목적은 재연삭시 칫수 변화를 줄이기 위한 것이다. 그러므로, 재연삭 칫수 변화가 크게 문제가 되지 않는 거친 절삭을 하는 절삭날일수록 작게 하며, 일반적으로 하나의 브로우치 내에서도 랜드 폭은 다르게 적용한다. ◆ 절삭날 경사각 표면 브로우치나 각형 내면 브로우치는 일반적으로 절삭날이 순차적으로 공작물과 접촉하도록 해 진동을 줄이고 절삭성을 개선할 수 있도록, 절삭날을 축방향에 대해 직각으로 하지 않고 경사지게 하는 경우가 많다. 절삭날 경사각(Inclination Angle)은 한 개의 절삭날 전체가 공작물 내부로 들어갔을 때, 다음 절삭날이 공작물과 접촉을 하고 있도록 해야 된다. 예) 각형 내면 브로우치의 경우 절삭날 경사각 계산 : Tan(절삭날 경사각) > (피치 / 공작물 폭) ◆ 칩 브레이커 (Chip Breaker) 브로우치 가공에서는 보통 폭이 넓은 칩이 발생하게 되므로, 칩을 잘게 잘라 칩 배출을 용이하게 할 수 있도록 절삭날에 칩 브레이커를 만들어 준다. 보통 간격 10~15 mm, 폭 0.5~2 mm, 깊이 0.5~1 mm 정도로 하며, 인접하고 있는 절삭날과 엇갈리게 한다 (한칸씩 걸러 동일 위치). 최종 다듬질면 손상을 막기 위해 맨 뒤의 5~8개의 절삭날에는 칩 브레이커를 만들지 않는다. ◆ 버니싱용 브로우치 버니싱용 브로우치는 버니싱 전용의 단능형과 다듬질 절삭날 뒤에 버니싱날이 있는 복합형의 2가지 종류가 있다. 버니싱용 브로우치의 날당 다듬질 여유는 0.02 mm 이내, 전체 버니싱 여유는 0.15 mm 이내로 한다. 버니싱날은 다듬질면 표면조도를 위해 랩핑해 사용한다. ◆ 회전 브로우치 원판의 측면에 날이 있는 밀링 커터와 비슷한 형태의 브로우치를 말한다. 1회전하는 동안에 거친 절삭과 다듬질 절삭을 완료한다. 절삭량이 크고, 정도가 높으며 다듬질면의 조도도 우수하고, 작업 능률이 높은 장점이 있다. 3) 브로우칭 머신 브로우칭 머신의 구동은 보통 유압식이나 나사와 너트에 의한 기계식이 사용된다. 용량은 최대 인장력(톤 : ton)과 브로우치를 붙이는 슬라이드의 행정 길이로 표시한다. 브로우칭 머신은 아래와 같이 구분할 수 있다.
분류 기준 구분 설 명 비고 브로우치 설치방향 수평형 브로우치가 수평으로 설치 - 내면 가공용 장비를 표면 가공에도 사용 가능 - 행정 길이에 제한이 없어, 아주 긴 제품도 가공 가능 수직형 브로우치가 수직으로 설치 - 기계 설치 면적이 작아도 됨 - 자중으로 인한 처짐이 없어 정밀도 우수 용도 내면 내면 가공용(Internal Broaching Machine) 표면 표면 가공용(Surface Broaching Machine) 동시 설치 브로우치 수 단축형 한 개의 브로우치만 설치 다축형 작업 능률 향상을 위해 여러개의 브로우치 사용 - 여러개의 공작물 동시 가공 또는 작업중 공작물 교체 작업방식 인발 인발식 브로우치 사용 장비 압입 압입식 브로우치 사용 장비 연속 다수의 공작물을 연속적으로 가공하는 장비로 주로 표면 브로우칭 장비에 적용 회전 회전식 브로우치 사용 장비 4) 브로우치의 재연마 일반적으로 브로우치는 공작물 500~2500개 정도를 가공하면 재연마가 필요하다. 브로우치는 평행부의 절삭날이 없어질 때까지 계속 재연마 사용이 가능하다. 7. 기타 공구에 의한 가공 1) 톱 가공 톱으로 금속을 절단하는 방법은 아래의 3가지로 구분할 수 있다.
구분 설명 비고 기계 활톱 Hack Sawing M/C - 톱날의 왕복 운동으로 절단 - 보통 날끝만 담금질 경화한 고속도강제 톱날 사용 - 얇은 재료는 피치가 작은 톱날 사용 기계 둥근톱 Circular Sawing M/C - 톱날의 회전 운동으로 절단 - 원판의 외주에 톱날이 있는 둥근 톱 사용 기계 띠톱 Band Sawing M/C - 띠톱의 직선 운동으로 절단 - 형판 등의 윤곽 절단등에 적용 - 띠톱 맞대기 용접 및 용접부 연삭 다듬질 장치 부착
그림 7.3은 주축대의 치차물림을 보여주는 절단된 그림이다.
이 주축대는 보링 및 밀링머신에 사용된다.
스핀들 속도는 25 내지 1120rpm까지 무단변속이 되며, 25~40hp(18~30kW)의 직류구동방식으로 구동된다.
스핀들의 회전은 나사깎기와 탭작업(tapping)을 하기 위하여 역회전이 필요하다.
일부 공작기계에 있어서는 스핀들에 자동이송기구를 설치하고 여러 방향으로 이송조절을 한다.
철도차륜전용과 같이 한 가지 지정된 생산작업을 위한 기계로 설계되지 않은 일반적인 경우에 매분 회전수(rpm) 또는 매회전당 이송 ipr, 즉 in/rev(mm/rev)은 일반적이다.
연삭숫돌차 스핀들의 절단 그림을 그림 7.4에 나타낸다.
이 스핀들은 1.5hp(1100W), 3600rpm 모터직결이다.
베드 또는 베이스는 그림 7.5A에 나타낸 바와 같이 다른 공작기계 기본요소를 지지한다.
이 경우에 베드는 테이블이 직선운동을 하도록 하며, 테이블은 양측 V 홈에 의하여 안내된다.
선반에서 베드는 주축대, 심압대와 왕복대를 지지한다.
예를 들면 플레이너의 베드는 중력만으로 기초에 고정되어 있다.
플레이너의 질량효과가 절삭력의 상향성분보다 크기 때문에 금속절삭 중 안내면에서 위로 들리지 않는다.
공작기계 구조를 형성하는 고정요소 및 이동요소는 공작물과 절삭공구의 상대 위치에 따라서 서로 안내하고 위치시킨다.
기본요소가 다른 요소 위를 미끄러질 때, 예를 들면 왕복대가 베드위를 미끄러질 때, 정확한 운동이 되도록 할 필요가 있다.
이 안내작용은 평면, V 형면 또는 이 두 가지의 조합에 의하여 이루어진다.
V 형은 두 방향에서 안내작용을 한다.
이 안내면은 긁히거나 걸리는 것을 피하기 위하여 강제급유 윤활을 한다.
V 안내면은 측면 스러스트가 클 때에는 미끄럼 부품이 한 쪽 표면으로 빠져나올 수 있기는 하지만 마멸이 되어도 헐거워지지 않는 장점이 있다.
안내면에는 롤러 또는 볼베어링이 장치될 수도 있다.
어떤 공작기계의 안내면에는 마찰을 감소시키기 위하여 경질 플라스틱을 삽입한다.
그리고 칩이 끼어들지 않도록 하기 위하여 와이퍼가 필요하다.
그림 7.5B의 칼럼(column)은 수직지지대이며 공작기계의 주축대를 안내한다.
대형 공작기계에 있어서는 칼럼에 리브(rib)를 두고 튼튼한 구조로 하며, 무거운 주축대를 끌어올리는 동력을 감소시키기 위하여 평형추를 달아준다.
평형추는 일반적으로 그림 7.5B에서와 같이 칼럼 안에 넣어 보이지 않게 하며, 체인으로 매달고 체인을 풀리 위에 감는다.
절삭력이나 하중이 심하지 않을 때, 안내면과 접촉부재는 스크레이핑(scraping)을 한 주철미끄럼부를 갖는다.
스크레이퍼(scraper)는 평줄과 유사한 형상을 갖고 4각형 초경합금팁을 자루끝에 경납땐한 수공구이다.
스크레이핑이란 스크레이퍼를 갖고 수작업으로 하는 긁기작업으로 공작물의 표면에 임의로 분포된 0.0002in.(0.005mm)의 오목부를 남기게 된다. 스크레이핑을 하는 동안에 안내면은 표준평면 정반과 비교한다.
이 정반 표면에 연단(red lead) 또는 프러시안 블루(prussian blue)를 칠하고 안내면 위에 정반을 문지르면 안내면의 높은 점에 색칠이 되어 검사를 할 수 있다.
이 높은 점은 손작업 스크레이핑으로 미소량의 금속을 긁어낸다.
정확한 표면이 얻어지게 될 때까지 스크레이핑과 검사를 되풀이 한다.
그림 7.5A와 B는 평면 및 V형 안내면을 나타내며, 이것은 스크레이핑 또는 연삭된 표면을 가진다.
끝지지대 또는 심압대는 그림 7.5C와 D에 나타낸 바와 같이, 길고 무거운 보링바와 같은 절삭공구 또는 공작물의 외측지지부 역할을 한다.
테이블은 공작물을 지지하며 위치시키고 고정하는 기능을 갖는다.
기계에 따라서는 테이블에 자동이송장치를 장착하여 1방향 내지 3방향으로 이송을 하게 한다.
그림 7.6A는 수평면 내에서 2축운동을 하는 새들과 테이블을 나타낸다.
왕복대는 선반에서 볼 수 있으며 베드의 축을 따라 이동한다.
칼럼베이스가 칼럼과 주축대와 함께 하나의 완전한 단체로서 가로방향으로 움직이며 또한 요소 위에 지지된 때, 이 요소는 런웨이라고 하며 베이스는 아니다.
칼럼베이스, 칼럼 및 주축대가 하나의 종합장치이면 이 지지요소는 런웨이가 아니고 베드이다.
그러나 이 두 가지는 그림 7.6B에 나타낸 바와 같이 원리적으로는 동일하다.
공작기계의 동력과 성능은 정적 강성과 동적 강성을 결정한다.
공작물의 크기와 모양, 절삭공정과 작업 및 하중상태는 기계 구조물의 모양과 설계에 영향을 미친다.
하중을 받는 용량은 재료의 허용응력, 부재의 여러 가지 단면의 모양과 크기에 따라서 제한을 받는다.
충격하중을 받는 구조물에서는 과잉강성이 바람직하지 않으며 탄성이 요구될 수도 있다.
그림 7.7A와 B에 표시한 바와 같이, 개방된 C형 프레임은 폐쇄형보다 강성이 적다.
대부분의 공작기계 구조물은 가로방향 굽힘과 비틀림을 받는 보로 모델링되는 요소로 분해할 수 있다.
기계가 쉬고 있는 경우에, 정해진 진직도와 평면도로부터의 편차는 기계 제작의 부정확성에 의하여 나타난다.
기계가공을 하는 동안에, 정적 및 동적 변형과 유막 두께의 변화는 그림 7.7C와 D에 나타낸 것과 유사한 상태를 일으킬 수 있다.
온도에 의한 부정확한 중심 맞추기 효과는 선반 주축대 베어링에 냉각이 불충분하거나 과부하가 있으면 나타나는 열변형에 기인된다.
금속의 기계가공은 공작물과 공구 사이에 급격한 상대진동을 수반할 수 있으며, 이것을 채터(chatter)라고 부른다.
채터는 표면다듬질, 가공정확도 및 공구수명에 악영향을 미치므로 바람직하지 않다.
진동과 채터는 복합 현상이다.
강제진동은 일반적으로 공작기계에 나타나는 주기적인 가진력에 기인한다.
공작기계 요소의 불평형, 부정확한 중심 맞추가, 치차구동장치 또는 모터와 펌프 등이 강제진동의 원인일 수 있다.
강제진동의 기본적인 해결책은 가진 요소를 발견하면 제거하거나 격리시키는 것이다.
가진 주파수가 공작기계 중 한 요소의 고유진동수 또는 근방에 있으면, 주파수들 중 하나가 상승하거나 하강할 수도 있다.
자려진동, 즉 채터는 절삭공정과 공작기계 구조의 상호작용에 의하여 일어난다.
채터는 전형적으로 절삭역에서의 외란과 함께 시작하는데 그것은 비균질재료, 표면 조건, 칩형태의 변화, 혹은 칩과 공작물 경계면 사이의 표면마찰의 변화에 기인한다.
채터는 공구를 변경하거나 공작물을 재설계하면 멈출 수 있다.