저항용접의 용접방법에는 저항용접,저항점용접.고주파저항용접,
저항프로젝션용접, 등이 있다. 이글에서는 아래의 용접방법에 대
하여 글을 실어다
1,저항용접 ( RW / Resistance Welding)
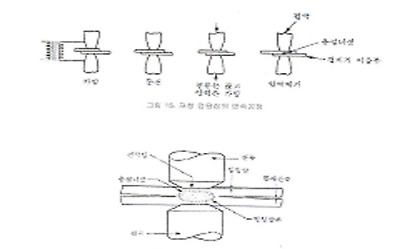
그림 상단 저항 점용접 연속공정
그림 하단 점용접부의 단면도
1.접합부 사이에 전기적 저항을 일으켜용접에 필요한 열을 발생시키는 공정
2.소모성 전극 ( 순동 ,크롬동, 베릴륨 동 등) 이 필요하지 않음
2. 저항점용접 ( RSW / Resistance Spot Welding )
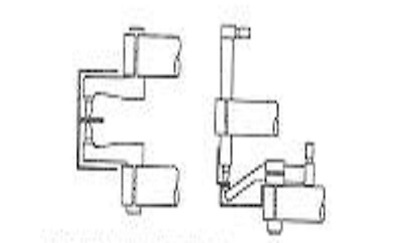
그림 복잡한형상에 대한 점용접시 접근용이성을 위한 전극의 특수 설계
1.마주보는 두원통형 전극의 끝을 두 금속 판재의 겹침이음새 부위에 접촉에 하여 발생되는 저항열로 점용접
2,용접에서 좋은 결합을 얻기 위하여는 전류가 흐르는 동안 압력을 가함.
3.용접 너겟은 일반적으로 6-10mm직경을 가지고 ,용접부위의 표면에는 약간 간 변색된 압력 흔적이 남음.
4.전극의재질은 전기의 열전도도가 좋고 연속 사용하더라도 내구성이 있으며
고온에서도 기계적인 성질이 유지되어야 함;
5,로커암형 점용접기는 소형제품에 사용되고 프레스형 점용접기는 대형의 점 점 용접물에 사용.
6.점용접은 저 탄소강, 고탄소강, 저 합금강, 알루미늄강. 과 알루미늄합금 ,스 스테인레스강 (18Cr/8Ni).주석도금판 등 각종 금속에 사용.
3.고주파 저항용접( HFRW / High Frequency Resistance Welding)
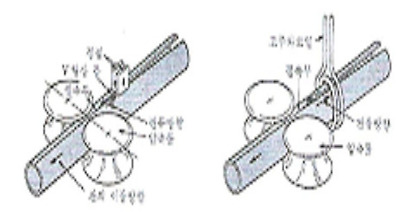
그림: 관재료의 고주파 맞대기 용접
1.고주파 전류를 사용하는 것을 제외하고는 저항심용접과 유사하며
관의 맞대기용접에 적용.
2.전류는 롤성형된 접합부를 따라서 미끄러지는 두개의 접촉판을 통
해 전달됨'
3.가열된 접합부는 한쌍의 압차률을 통과하여 가압되고 용접됨.
4.다른 방법은 롤 형성된 관에 고주파를 가함으로서 열을 발생시킴.
5,나선 파이프의 관 .열교환기에 사용되는 핀 (Fin)을 가진 관등에 사용.
4,저항프로젝션용접( RPW / Resistance Projection Welding)
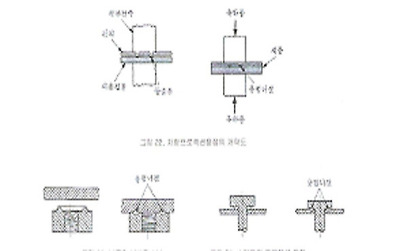
그림상단 : 저항프로젝션 용접의 개략도
그림하단좌측 : 너트와 나사진 보스
그림하단우측 : 스터드의 프로젝션 용접
1.관재 표면에 하나 또는 여러개의 돌출부나 함돌부를 만들어 이 부분에
높은 전기적 저항을 발생시키는 용접법.
2 발생된 전기저항은 돌출부의 온도를 부분적으로 높여줌.
3,용접에 사용되는 크고 평평한 형상의 전극은 구리합금으로 만들고
전극온도를 낯추기위해 수냉시킴.
4.점용접에서와 마찬가지로 전극이 돌출부를 가압하므로 용접너겟이 형성.
5.돌출부의 모양은 설계조건이나 강도에 따라 결정되며 대게 원형이나
타원형이 사용됨.
6,점 용접 장치중 전극만을 교체하면 프로젝션용접에 사용가능.
7,박판,후판에 에 너트와 볼트를 사용할때는 기계가공이나 단조로
돌출부를 가공하고 프로젝션용접을 함.
8,금속바구니. 그릴, 오븐선반 ,쇼핑카트등에 사용되는 선재의 접합
에도 유용하게 사용.