용접 장치 및 재료
(1) 용접기기
1) 장치도
다음 그림 1 같이 전원(Power supply), 토치, 비소모성 전극, 실드가스 공급을 조절하는 유량계로 이루어져 있다.
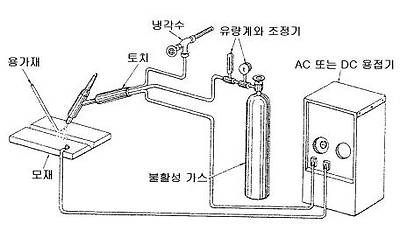 |
그림 1, TIG 용접의 기본적인 장치도
|
2) 전 원
현재 사용되고 있는 TIG 용접기 전원은 정전류 특성인 AC 또는 DC이다. 이때 AC 또는 DC 용접기의 선택은 요구되는 용접 특성 및 모재의 재질에 따라 좌우된다. 예를 들어 어떤 금속은 AC 전원으로 보다 쉽게 용접되는 반면에, 다른 금속들은 DC 전원으로서 좋은 결과를 얻을 수 있다. AC, DC 전원으로 용접할 때의 특성은 다음과 같다.
(가) 직류 봉 마이너스(DCEN)
같은 크기의 용접봉으로도 높은 전류를 사용할 수 있기 때문에 그림 2와 같이 용입이 깊고, 용접속도가 빠르고, 비드 폭이 좁아진다. 일명 직류 정극성(DC Straight polarity)라고도 한다.
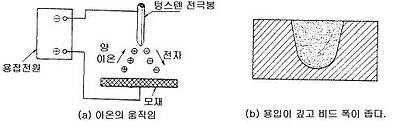 |
그림 2,직류 봉 마이너스에서의 이온들의 움직임과 용입현상
|
(나) 직류 봉 플러스(DCEP)
거의 사용하지 않고 특수한 경우 Al, Mg 등의 박판용접에 사용한다.
▶ 용접봉에 발생열이 많기 때문에 용접봉 끝이 녹아 내릴 염려가 있고,
같은 전류에서 DCEN보다 4배 정도 사이즈가 큰 용접봉을 사용한다.
▶ 아르곤을 쉴드가스로 사용할 때 청정작용(Cleaning action)이 있다.
▶ 그림 3 괴 같이 용입이 얕고, 비드 폭이 넓다.
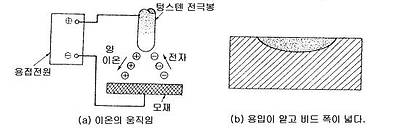 |
그림 3.직류 봉 플러스에서의 이온들의 움직임과 용입현상
|
(다) 교류(AC)
▶ 고주파(HF) 전원을 첨가하여 사용한다.
▶ 용입과 비드 폭은 DCEN과 DCEP의 중간이다.
▶ 청정작용은 DCEP일 때의 반 정도가 일어난다.
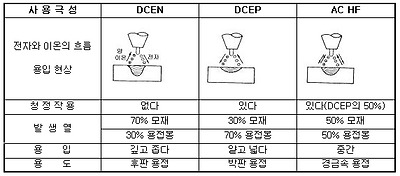
표 1, 극성에 따른 비드 형상비교
|
|
■ 고주파 교류전원의 일반 교류 전원에 비한 장점
▶ 전극을 모재에 접촉시키지 않아도 아크가 발생한다.
▶ 아크가 안정된다.
▶ 긴 아크를 유지할 수 있으므로 육성 용접이나 표면경화 작업에 용이하다.
▶ 텅스텐 용접봉에 많은 열을 받지 않는다.
▶ 일정한 용접봉 사이즈로 사용할 수 있는 전류 범위가 크고, 보다 낮은
전류로 용접이 용이하다.
3) 청정작용(Cleaning action)
청정작용이란 용접시 용접봉과 모재 사이의 극성 배치가 전극봉이 양극(+), 모재가 음극(-)으로 연결되었을 때(DCEP일 때) 음극쪽인 모재 표면에 발생하는 음극 청정작용(Cathode Cleaning Action)으로 산화막이 제거되는 것을 뜻한다. 이 청정작용은 대부분의 금속에서 발생하며 알루미늄(Al)과 마그네슘(Mg) 등과 같이 산화력이 높으며, 산화물의 용융온도가 모재의 용융온도보다 높은 재질에서 특히 중요하다. 이 재질의 용접시에는 산화물이 녹지 않고 용융지를 덮고 있어 용융지의 흐름이나 용적과 용융금속간의 결합을 방해하기 때문에 용접이 곤란하다. 따라서 가스 용접이나 수동아크 용접시에는 산화물을 화학 반응으로 제거할 수 있는 용제를 사용해야 하며, 불활성 가스 아크 용접시에는 청정작용으로 모재 표면의 산화막이 제거되어 용제 사용없이 용접할 수 있다.
그러나 TIG 용접시 DCEP일 경우에는 아크에서의 열평형이 텅스텐 전극봉쪽으로 70% 정도 쏠려 전극봉이 과열되어 녹을 염려가 있기 때문에 DCEN의 경우보다 지름이 큰 전극봉을 사용해야 하며, 사용할 수 있는 전류의 세기도 제한된다. 따라서 Al합금의 TIG 용접시에는 교류전류를 사용하며, MIG 용접시에도 DCEP을 사용하는 것이 일반적이다.
그림 4,에는 아크의 극성변화에 따른 양이온과 음이온의 거동을 나타내었다.
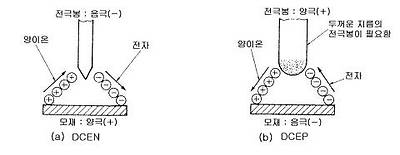 |
그림 4, 아크의 극성 변화에 따른 양이온과 음이온의 거동
|
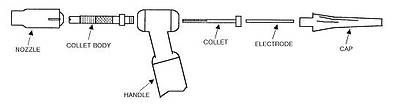
4) 토 치
종류는 냉각 방법에 따라 공랭식(100A 이하)과 수냉식(100A 이상)의 두가지가 있다.
가스컵(가스 노즐)의 크기는 사용하는 텅스텐 전극봉 직경의 4-6배 정도가 적당하며, 컵 사이즈가 작으면 과열되어 잘 깨지고, 너무 크면 실드가스 소모가 많다.
 |
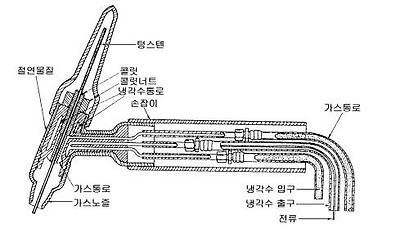 |
그림 5, TIG 용접 토치의 단면도
|
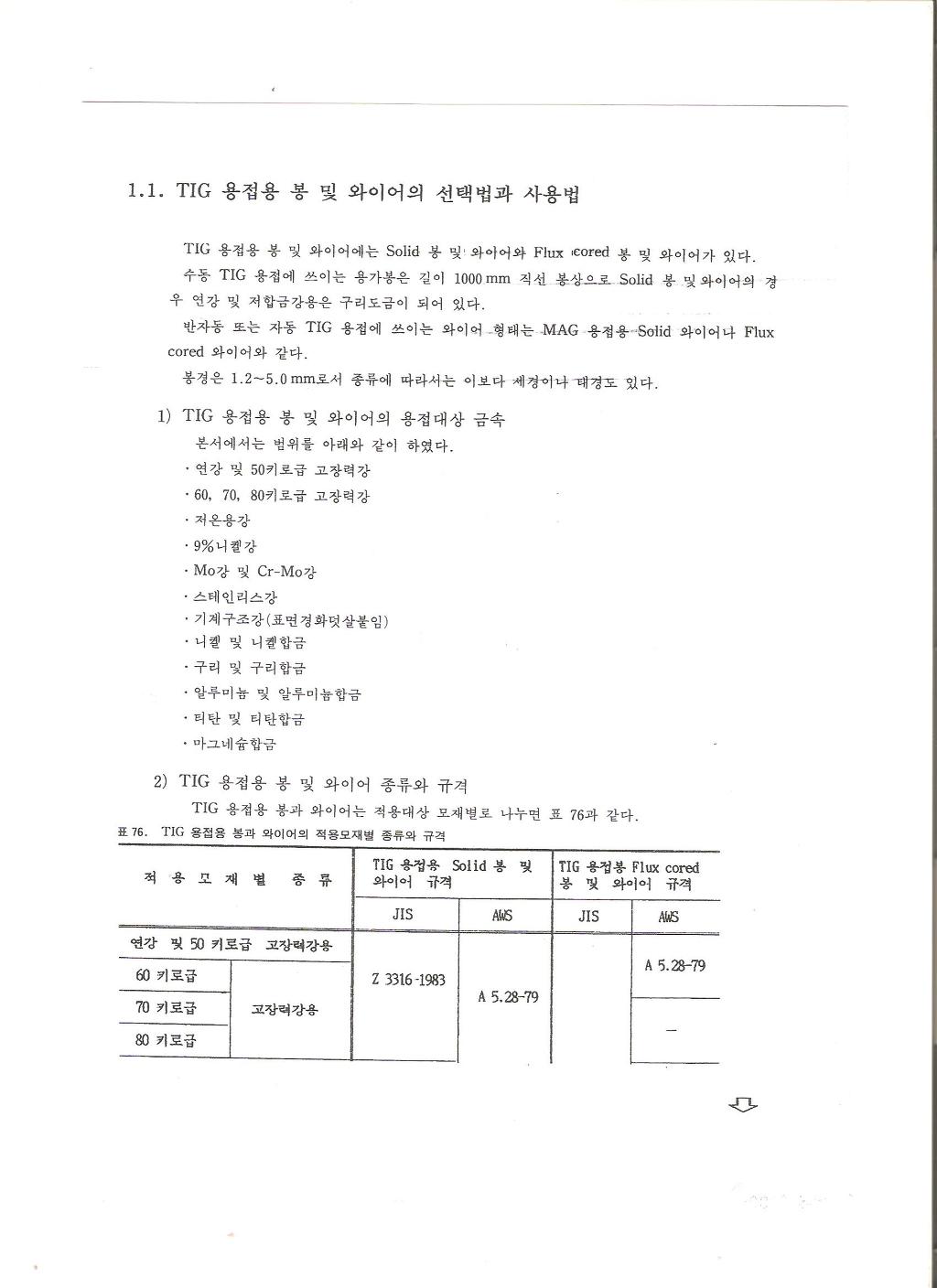
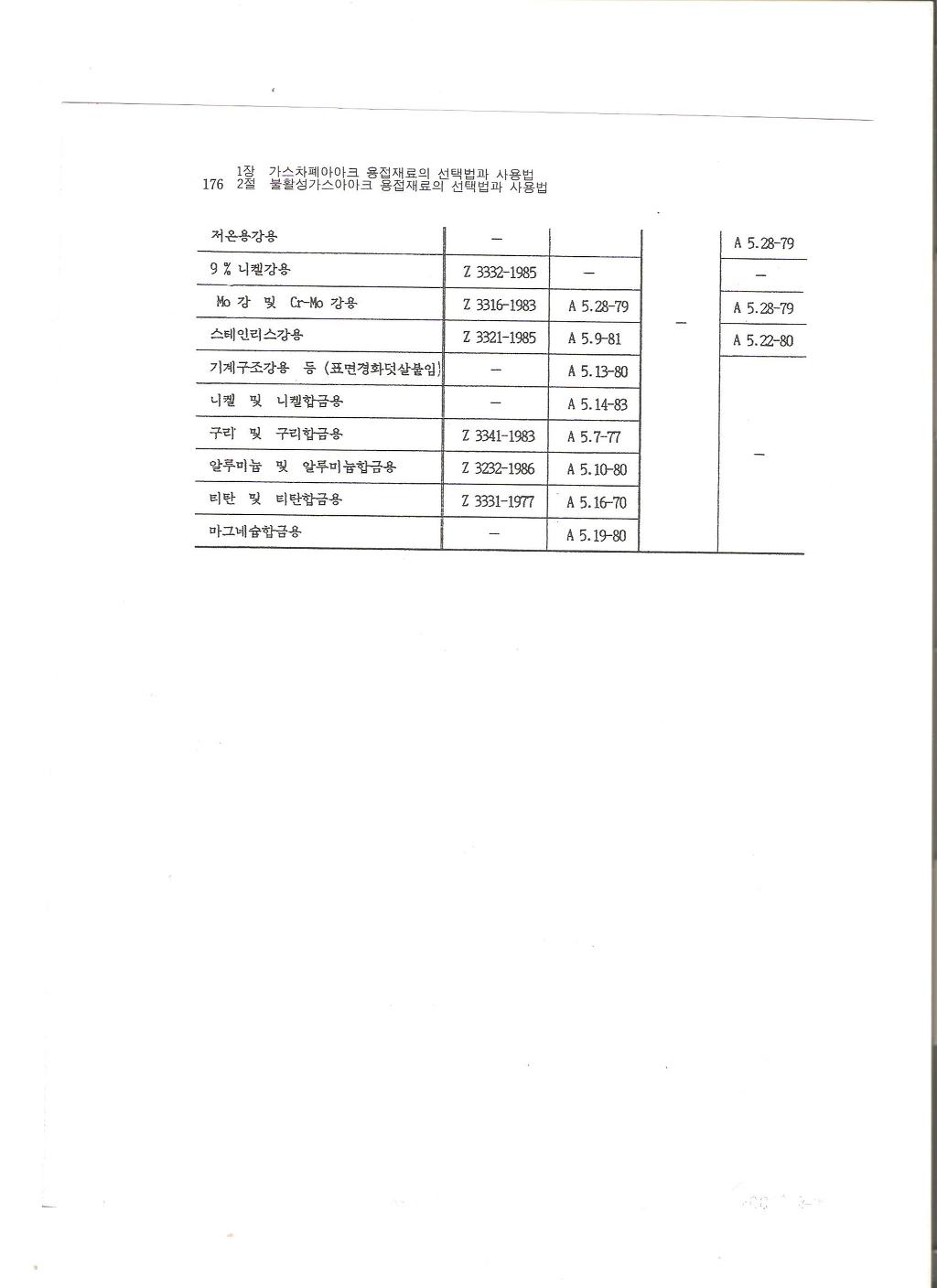
TIG 용접재료 선택 및 사용법
|