전자빔용접 [電子-鎔接,
electron beam welding]
1.원리
전자를 방출시키는 방법으로 충분히 높은 온도까지 가열된 필라멘트로 부터 열전자를 얻는 방법과 광전효과에 의한 방법, 혹은 강전계을 부여하는 전계방출 시키는 방법이 있다.
이들중에서 고융점 소재(W,Ta,Mo)으로 만들어진 필라멘트을 가열시켜 열전자을 방출시키는 방법이 가장 널리 사용되고 있다,
필라맨트는 전자총 안에 장착되어 있는데 다량의 전자류을 공급할수 있어야 하고 주변의 분위기에 따라 영향을 받지 않아야 하기 때문에 고진공시키는것이 일반적이다.
고밀도 전자빔을 얻기 위하여 전자빔 용접기는 3가지 기본구조로 되어 있으며 용접실의 진공도에 따라 고진공형과 저진공형,대기압형이 있다.
-고진공형:
용접실의 진공도 10-1Pa이하로 범용용접기로 사용되고 활성금속의 용접에 주로 사용된다.가공거리(집속렌즈로 부터 피용접물까지의 거리)가 멀어서 집속성을 요구하는 용접부에 주로 사용한다,
-저진공형:
용접실의 진공도가 10~1Pa이며 진공을 위한 배기시간이 짧고 양산형 용접기로 사용하며 활성금속을 제외하고 고진공형과 동등한 용접품질을 얻을수 있다.
-대기압형:
대기압 상태에서 용접을 실시함으로 진공을 위한 배기시간이 필요없고 양산형 전자빔용접기로 가공거리는 노즐선단으로 부터 약 30mm까지 적용된다.
필라맨트와 양극사이에 고전압(통상 60~150kV)을 인가하여 전자을 가속화 하지만 필라멘트 근처에는 그리드(grid) 혹은 웨네트[(wehnelt)(전자의 가속화]전극이라고 부르는 제3의 전극이 배치되어 있다. 이렇게 하면 필라멘트와 양극간의 공간전위 분포을 형성하면 가속화된 전자는 양극중앙에 설치된 작은 구멍을 통하여 용접실로 방출함으로써 전자빔이 된다.
제3전극의 전위을 제어하면 필라멘트와 양극간에 흐르는 전자량(전자빔의 전류값)의 제어가을 할수 있고 이러한 전극의 뭉치을 전차총이라 한다, 전자총에서 방출된 전자빔은 진행하면서 퍼진는 성질이 있음으로 집속렌즈(통상적으로 특수한 형태의 자장)에 의하여 집속된다. 집속된 전자빔은 용접실로 들어가 피용접물에 충돌하게 되고 이때 전자의 운동에너지가 열에너지로 변환되어 피용접물을 용융시킨다.
전자빔은 피용접물과 충돌하는 과정에서 에너지을 잃게되고 잃어버린 에너지의 량만큼 열로 변환된다, 이때의 에너지 소비량은 피용접물의 표면보다 내부가 크기 때문에 에너지가 전히 소실되는 침투깊이 만큼 침투한다, 따라서 에너지가 높을수록 침투의 깊이는 증가한다.
원리의 이해
|
전자빔 용접( Electron Beam Welding : EBW )은 고유의 우수한 용접 특성을 가지고 있으나, 장비 제작비용의 과다함과 제한적인 작업환경으로 인하여 현재로서는 우주 항공산업, 원자력 산업, 반도체 장비 산업 등의 특수한 분야에서만 선호되고 있다.
그러나 산업이 다양해지고, 고도화함에 따라 그 중요성이 인지되어 응용 범위가 차츰 확대되고 있다.
현대산업이 고부가가치 산업으로의 도약과 아울러 용접에 대한 기능적 요구가 증대됨에 따라 전자빔 용접은 필연적으로 그 적용범위가 확대될 것으로 예상된다.
본론에서는 현실적으로 산업 현장에서 다소 생소한 전자빔용접의 원리, 특징들을 기술함으로써 사용자의 이해를 돕고자 하였다. 우선적으로 전자빔 용접 기술개발 경위와 기본 원리 및 장점에 대하여 서술하고 실제 사용중인 전자빔용접기의 기본 구조와 용접 설계포인트를 설정하는데 도움이 되는 내용을 서술하였다.
< 역사적 배경 >
1869년 물리학자인 Hittorf and Crookes 가 음극선발생을 성공한것을 계기로 많은 과학자들이 그것의 응용을 도모하였다. 1948년부터 물리학자 Steigerwald는 강력한 빔 발생기를 전자현미경에 적용하고 시계부품이나 초경금형의 천공, 용해, 용접 등을 시도하였다.
그 후 산업 현장에 활용할 수 있는 전자빔용접기 ( Electron Beam Welder ) 는 1958년 독일 Stuttgart 의 Cari Zeiss Company 에서 개발되었다. 그들은 전자현미경으로 실험을 하던중 전자빔의 출력을 증가시키자 시험편이 용융되어 증발하는 것을 발견하였다. 이것은 빔출력을 제어함으로써 금속의 용해, 응고가 가능하다는 결론으로 도달하여 전자 빔 용접이 탄생하게 되었다.
이 때 개발된 전자빔 용접의 좁고 깊게 용입되는 장점이, 미국에서 때마침 진행하고 있던 우주 개발계획에 활용 타당성이 입증되어 Zeiss 의 기술과 특허권을 도입하여 장비 생산을 활성화시켰다. 이 후 전자빔용접은 영국, 프랑스, 일본 등 지로 제작 기술이 전파되어 본격적으로 개발이 진행되었다.
이 역시 초기에는 원자력, 우주 항공, 군수산업에 이용할 목적이었으나 자동차, 정밀측정장비, 의료기기, 반도체산업 등 다른 산업 분야로 빠르게 확대되어 가고 있다.
|
|
< 전자빔 용접기의 원리 >
전자빔 용접은 전자빔을 한 점 수렴시켜 얻은 고밀도의 에sj지를 이용하여 재료를 용융시킴으로써 이루어진다. 전자빔 발생기 내부의 음극 ( Cathode )에서 열 전자를 방출하면 고전압에 의해 양극 ( Anode ) 으로 가속된다.
가속 전압은 10 kV ~ 150 kV 가 많이 사용되지만 경우에 따라 600 kV 의 높은 전압을 사용하는 경우도 있다.
높은 에너지를 가지고 가속된 전자가 용접 가공물에 닿으면 전자의 운동 에너지는 열 에너지로 변환되어 금속을 용융시키게 된다. 전자의 속도는 Fig. 2 와 같이 가속 전압에 따라 차이가 생기지만 대체로 빛의 속도의 약 20 ~ 60 % 정도가 용접에 사용된다.
전자비의 초점 위치는 전자 회로에 의한 자기 집속 렌즈 ( Magnetic focusing lens )로 제어하며, 편향렌즈 ( Deflection coil ) 에 의하여 빔의 굴절 및 일반용접에서의 운봉효과 ( Weaving ) 를 얻을 수 있다.
이 빔 현상 제어 장치들은 양극과 재료 사이에 치하고 있다.
전자빔 용접기에서 용입깊이는 전자빔의 출력의 크기에 의존하는 것이 아니라 출력의집속, 즉 밀도에 의해 결정된다. 이것을 식 (1) 에 나타내었다.
|

| |
|
D = K . I0.25 . V3.5
D : 전력밀도
K : 전자총 상수
I : 빔 전류
V : 가속 전압
여기서 K 는 전자총 상수로서 전자총의 구조와 사용 물질에 따라 결정된다.
식 (1) 에서 전압의 증가가 전류보다 용입 깊이 면에서는 더 큰 효과를 올릴 수 있음을 알 수 있다. Fig. 3 에는 전자빔 용접의 출력에 따른 강재에 대한 용입깊이를 나타내었으며, 다른 종류의 금속에 있어서의 용입 깊이의 차이를 Fig. 4 에 나타내었다. 여기서 용접 소재의 비중에 반비례하여 용입이 가능하다는 것을 알 수 있다.
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
< Flg. 2 ~ Flg. 4 그림 >

|
2.장,단점
장점으로 다른 용접법에 비하여 용접입열(鎔接入熱)이 작기 때문에 용접이 어긋나는 등 변형되는 경우가 극히 적으며, 또 용접부의 폭이 좁기 때문에 정밀용접이 가능한 점, 용해용접을 깊게 할 수 있기 때문에 두꺼운 판의 고속용접도 가능한 점 등이 있다
단점으로는 설비비가 고가인 점과, 일반적으로 진공 중에서 용접하기 때문에 피용접물의 크기에 제한이 따르는 점, 그리고 X선 방어에 유의해야 하는 점 등이 있다. 현재는 용접 부분만을 진공으로 하는 전자빔용접기가 개발되어 대형 구조물의 용접도 가능해지고 있다.

(1)깊은 용입(Deep penetration) 용접이 쉽게 얻어진다. : 진공분위기
(2)용접속도가 매우 빠르다. : Welding speed 3m/min이상도 가능
(3)그루브(Groove) 가공이 불필요하고 용접봉도 필요없다. : Melt-run용접
(4)용융범위 및 열영향부가 매우 좁다. : 저에너지, 소변형
(5)용접변형이 극히 미소 : 용융범위가 좁고 상하 대칭의 용접금속
(6)고융점 재료의 용접이 가능: W(3400℃),Ta(3000℃),Mo(2600℃)
(7)이종금속의 용접이 용이하다. : 예) 스테인리스강+Cu, 스테인리스강+인코넬,
스테인리스강+인바(Invar, 36%Ni강)
(8)용접품질의 산포가 적고 정밀용접, 대량생산에 적합하다.
(9)박판에서 후판까지 광범위하게 용접가능하고, 박판과 후판의 조합과 같이 열용량이 다른
용접부에 대해서도 안정된 용접이 가능하다.
(10) 진공중에서의 용접이므로 용접부의 오염이 거의 없고, 내식성과 외관이 매우 우수한
용접이 가능하다.
장점
< 높은 에너지 밀도와 용접 효율 ( High Energy Density and Efficiency ) >
전자빔 용접은 대단히 높은 에너지 밀도와 용접효율을 가지기 때문에 같은 두께 용접시 입열량이 아크용접에 비하여 1/50밖에 되지않으며 용입깊이와 폭의 비가 20:1에 달한다. 그리고 300mm 정도의 두께까지 1회에 완전 용입할수 있고, 용접 속도도 빠르다.
Table 1은 각종 용접 방법에 대한 용접 특성을 나타내었다.
|
용 접 법 |
에너지 밀도 ( W/cm2 ) |
용접 효율 ( mm2/kJ ) |
용입의 현상 |
|
가스 용접(산소아세틸렌) |
102 - 103 |
0.2 - 0.5 |
얕다 |
|
아크 용접 |
5 X 102 - 104 |
0.8 - 2 ( Tig )
2 - 3 ( Mig )
4 - 10 ( SMA ) |
얕다 |
|
플라즈마 아크 용접 |
103 - 106 |
5 - 10 |
에너지 밀도에 비례 |
|
전자빔 용접 |
105 - 108 |
20 - 30 |
에너지 밀도에 비례 |
|
레이저 용접 |
105 - 107 |
15 - 25 |
깊다 |
( Table 1. 각종 용접법의 에너지 밀도 및 용접 효율 )

< 최소의 변형 ( Minimizing Distortion ) >
용접시 모재에 발생하는 변형 ( Distortion ) 은 크게 두가지로 나눌 수 있다.
하나는 성분의 제한된 면적에서 열적 영향에 의한 열적 변형 ( Thermal distortion ) 이고, 다른 하나는 고체상태에서 녹았던 금속의 수축에 의한 구성 성분의 변형 이다. 전자빔 용접에서는 입열량이 작고, 용접 단면에 대하여 평행으로 가열되므로 수축 ( Shirinkage ) 과 굴곡 ( Bending ) 량이 아크 용접에 의해 발생한것보다 훨씬 작아진다.
예를 들면 두께12mm를 용접 했을 때 아크 ( Arc ) 로 용접한 경우는 수축량이 0.5mm 인데 반해 전자빔 용접의 경우 0.1mm 로서 20%에 지나지 않는다. 이러한 특징은 부분품의 기계 가공을 완전히 마친 후 용접을 실시하는 공정 설계 를 가능케 한다.

< 난용접성 재료의 결합 ( Joining Unweldable Materials ) >
금속 가운데는 용접시 크랙 ( Crack ) 발생으로 인하여 용접 불가능한 것으로 간주되는 것이 있다.
크랙은 고체 물질의 열영향 부분의 파단 강도 ( Fracture strength ) 를 초과한 수축에 의해 틈( Strain ) 이 발생한 것이다. 전자빔 용접에서의 수축 틈은 아주 작기 때문에 크랙 발생 가능성이 적고, 경우에 따라 다른방법으로 용접했을때 발생한 크랙을 전자빔 용접으로 보수하는 것도 가능하다.

< 초점조정으로 원거리 용접 ( Long Focus ) >
전자 렌즈 ( Electron lens ) 의 초점 길이는 아주 길다.
전자빔 용접기는 자기 초점 렌즈( Magmetic focusing lens )와 용접판 사이의 거리가 1m 이상 에서도 용접이 가능하다. 용접사 ( Welder ) 가 접근할 수 없는 아주 좁은곳도 전자빔은 1mm 의 틈새를 통과하여 용접할 수 있으며, 설치된 위치가 기하학적으로 용접이 불가능한 제약된 위치에서도 용접이 가능하다.
< 광범위한 용접 두께 ( Wide Thickness Range ) >
용접 파라미터 ( Parameter ) 의 조정에 의해 한 대의 용접기를 사용하여 여러 종류의 두께 용접이 가능하다.
그리고 두꺼운 물체와 얇은 것의 용접이 가능하다.
일반적인 용접에서는 아주 얇은것과 두꺼운 것의 용접은 열이 열전도의 상이함에 따라 용접이 불가능하다. 하지만 전자빔 용접에서는 열이 그 물질 니에서 발생되어 지기 때문에 두께의 차이에 상관없이 용접이 가능하다.
< 이종 금속의 용접 ( Dissimiar metals Welding ) >
전자빔 용접은 광범위한 이종금속 ( Dissimilar metals ) 의 결합에 사용될 수 있다.
이종 금속간 용접은 동일 구조물 내에서의 부분적으로 차별화된 기계적특성을 요구할 때나 열 혹은 전기 전도성과 기계적 강도를 동시에 요구될 경우 및 고가의 재료를 절약하기 위한 목적으로 널리 사용된다.
이종 금속의 용접시 물리적인 성질이 제한 조건이 될 수 있으나 두 모재간의 금속학적인 거동이 중요하다.
Table 2 에 이종 금속간의 용접성을 나타내었다.
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
< Table 2 그림 >

- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -

< 다층 투과 기능 ( Multiple Penetration ) >
전자빔 용접에서는 여러 장의 얇은 판재를 겹쳐 용접하고자 할 때, 각각의 두께를 합한 것과 같은 두께의 한 장의 판재를 용접할 때와 같은 파라메타의 출력이 요구된다.
이 기능은 전자빔만의 독특한 특징이며, 새로운 개념의 구조 설계를 가능케 하여 준다.
3.전자빔의 용접장치
1)분류 : 고전압형과 저전압형 장치가 있다.
|
항 목 |
고전압형 장치 |
저전압형 장치 |
|
가속전압 |
100~150kV |
30~60kV |
|
전자총 형식 |
고정식 |
이동식 |
|
용접분위기 |
저진공(10~1Pa) ~ 고진공(10-2Pa) |
고진공(10-2Pa) |
|
가공거리 |
대 |
소 |
|
용접자세 |
전자세 |
전자세 |
2)구성요소
- 전자광학계 : 전자총, 용접부위을 관찰할수 있는 광학장치,집속렌즈,편향코일
전자총은 3극식인 음극접지형으로 초점심도가 깊은 전자빔이 형성되도록 되어 있고
전자총과 집속렌즈 사이에 광학계을 삽입하여 빔의 투과율이 낮아지지 않도록 되어 있다
편향코일에 의한 빔 제어 형태는 교류편향,직류푠향,교류+직류편향,펄스 빔,원편향,
프로그램편향이 있다.
- 전원계 : 전자빔 용접기에 사용되는 전원계는 1개이상의 주전원과 보조전원을 전자총과
필라멘트 및 빔 제어용 전원으로 구성되어 있다, 인버터에 의한 고전압 전원호ㅣ로의
고주파화,광섬유을 이용한 고전압회로의 원격고속제어 및 고전압의 가스절연화가
가능해짐에 따라 고전압 전원은 소형화되고 6kW급의 장치에서는 용접기 본체화되고
있다.
용접에 따른 금속증기의 발생은 전자총내에서 아킹(Arcing)을 일으켜 용접을 중단시키는
경우가 있는데 이를 완전히 제거하는 방법이 불가능함으로 아킹이 발생하더라도
용접품질의 손상을 일으키지 않도록 고안된전원이 개발되고 있다,이러한 전원은 아킹이
발생하면 공급전력을 순간적으로 정지하였다가 절연의 회복을 기다린 다음 다시 전원을
공급하는 방식으로 정지시간은 5~30ms이다.
- 제어계 : 전자빔 제어방식은 거의 computer수치제어 방식으로 기본적인 제어변수로는
가속전압,빔 전류,용접속도,렌즈의 전류,빔의 편향전류 및 피용접물의 이동시스템과
진동배기계등이 있다, 특히 빔의 고속편향 기술은 빔의 위빙 제어기능을 높여 가스성분이
많은 후물재의 1pass용접에 효과적이며 더불어 빔의 이동속도 및 위치제어기능을 높여
고형부품의 고정밀용접이 가능하다.
- 계측계 : 전자빔 조사위치로부터 방출되는 미약한 2차전자나 반사전자을 검출하는 방법,
혹은 X-선을 검출하는 방법등이 제안되고 있고 용접현상을 검출하여 용접조건을 피드백
하여 제어하는 결함방지기술도 개발되고 있다.
4.용접결함과 방지법
1)아킹 : 대형 및 초대형의 용접시 문제가 되는 것은 아킹에 의한 전자빔의 중단이다, 아킹이
발생하면 그부위에 용접결함이 발생하기 쉽고 보수에 상당한 시간과 노력이 필요하기
때문에 이를 방지하는 대책이 우선시 되어야 한다, 아킹은 용접부로부터 발생하는 금속
증기나 가스가 전자총에 유입되어 발생하는 현상임으로 이를 방지하는 방법으로 집속렌즈
로 부터 피용접물까지의 거리, 즉 가공거리을 멀리잡거나 빔의 편향을 주는 방법이나 이외
에도 빔의 중단이 발생하더라도 증시 복귀시키는 방법이 있다,이는 아킹시 Surge energy
을 흡수하는 방법과 Surge energy을 작게 설계하는 방법으로 구분된다.
2)기공 : 진공상태에서 용접함으로 용입이 깊고 용융금속량이 작기 때문에 급속응고가 일어
나 아크용접보다 기공이 잔류하시가 쉽다, 따라서 림드강처럼 기공발생이 유용한 금속을
용접할시는 탈산재을 함유한 용접봉을 사용하는 것이 바람직하다.
3)스파이크 : 갑자기 용입이 증가하는 이유로 용접금속이 스파이크 모양으로 나타난다, 이러
한 스파이크모양은 부분용입의 용접부에서 자주 발생되며 심한경우 용입불균일이 일어남
으로 조심해야 하며 밀도가 큰경우는 현저하다, 또한 스파이크 대부분은 기공을 포함하고
있음으로 루트부 기공으로 나타난다.
4)험핑비드 : 고속용접시 비드의 표면에 혹모양으로 울퉁불퉁한 비드가 형성되는 것이 많다,
이것을 험핑이라 부르며 험핑이 발생한 부위는 대게 under-cut을 수반함으로 빔의 직경을
작게하고 저속으로 용접하는 것이 원칙이다.
5)균열 : 전자빔용접부에 나타나는 대표적인 균열로 루트균열과 수직균열,수평균열,
가로균열,세로균열,cold shut이 있고 방생의 원인은 연강의 발생원인과 동일하다. cold
shut은 전자빔 루트부에 융합불량의 결함으로 형성되는 것을 말한다, 이결함은 순차적으
로 용융된 용융금속의 keyhole에 유입되었다가 용융측벽에 충분히 융합되지 못한것에 기
인한다. 이럴경우 에너지의 밀도을 낮추고 용접부의 폭을 넓히거나 빔을 오실레이션시켜
냉각속도을 늦추는 방법을 택하여야 한다.
5.용접부의 성질
용접부가 급열,급랭됨으로 일반적인 용융용접부보다 경화될 가능성이 높다(전자빔용접의 경우 경도가 600Hv이상이면 균열발생의 가능성이 높다),정적 기계적 성질을 보면 이음부의 효율은 냉간가공에 의한 가공경화,열처리에 의한 경화조직보다 떨어지지만 기타의 일반아크용접에서의 성능과 동일하고 모재의 성능과 동등한 성능을 보여준다.인성은 다소 떨어진다.
7.전자빔용접 활용방안
< 전자빔 용접의 적용 포인트 >
전자빔 용접의 특징을 살려서 생산에 적용하면 대체적으로 다음과 같은 부가가치를 얻을 수 있다.
(1) 금속학적인 측면
- 텅스텐, 탄탈, 지르코늄 등 난용성 금속
- 알루미늄 합금의 열화에 의한 용접 강도 저하의 방지
- 타이타늄 등의 고온 산화의 방지
- 스테인레스 강의 카아바이드 석출 방지
- 이종 금속간의 용접
- 고니켈강의 고온 균열 ( Hot Crack ) 저감
- 동, 은과 같은 열 전도성 재료의 용접 용이
- 용접부에 불순물, Gas 혼입 방지
- 도전체의 전기 전도율의 유지
(2) 구조 설계적인 측면
- 완벽한 용접 및 결함 제거로 강도 및 신뢰성 향상
- 타 용접 방식으로 용접이 어려운 얇은 재료
- T-Joint 의 투과 용접 적용
- 용접 강도의 향상으로 최종 생산품의 경량화 실현
- 용접 변형의 방지
- 용기 내부의 진공 봉합
- 외관산 용접면의 청결화
- 접근이 어려운 용접 조인트
- 내부에 물질을 충진시킨 상태에서 열영향 없이 용접 가능
- 예열 - 용접 - 서냉/후열 처리가 동시에 연계적으로 가능
(3) 경제적 측면
- 후판 용접시 작업 시간 단축
- 용가재, Sealing Gas 및 Flux 등 부자재 절감
- 대량 생산시 자동화로 생산성 향상
- Gloove 가공 불필요
- 용접 후 Grinding 등의 후처리 인건비 절감
전자(電子) beam 용접
전자 beam 용접(electron beam welding)은 고진공(10-4 ~ 10-6mmHg)실 내에서 적열(赤熱)된 filament로부터 방출된 전자가 용접부에 빛의 1/2의 속도로 충돌될 때의 운동 energy에서 발생하는 열을 이용하는 것이다. 이 용접기는 진공실 밖에서 제어할 수 있으며, 창을 통하여 용접진행 상황을 관찰할 수 있다. 10-3mmHg보다 높은 기압에서는 공간이 전리(電離)되어 방전(放電)현상이 일어난다. 용접속도는 200mm/sec 정도로 크며, 150mm 정도의 두께까지 용접할 수 있다.
이 용접법의 특징은 다음과 같다.
장점
- 가속된 강력한 energy가 전자 lens에 의해서 극히 좁은 부분에 방출되므로, 순간적으로 좁고 깊은 용입(熔入)을 얻을 수 있으며, 구멍뚫기나 절단에 더욱 유리하다.
- 얇은 것에서부터 두꺼운 것까지 적용범위가 크다.
- 대부분의 용접에서 용가재를 사용하지 않는다.
- 접합강도가 크다.
- 이종금속도 용이하게 용접한다.
- 가까이 접근할 수 없어 상용용접이 어려운 곳의 용접이 가능하다.
- 열영향부가 좁아 변형 및 수축이 적다.
- 고진공실 내에서 용접이 되기 때문에 외부로부터 용접부가 오염되지 않는다.
|
단점
- 진공실에 의하여 용접물의 크기에 제한을 받는다.
- 전문가적 기술을 요한다.
- Zn계 합금은 용접이 곤란하다.
|
|
-
 전자 beam 용접 원리 전자 beam 용접 원리
☜ |
 전자 beam 용접 원리의 animation 전자 beam 용접 원리의 animation
☜ |
-
-
-
1.고밀도로 집속되고
가속된 전자빔(Electron Beam)을
진공 분위기 속에서 용접물에 고속도로 조사시키면, 광속의 약 2/3 속도로 이동한 전자는 용접물에 충돌하여 전자의 운동 에너지를 열 에너지로 변환시키며, 국부적으로 고열을 발생시킨다. 이때 생긴 고 에너지를 열원으로 이용, 용접면을 가열, 용융시켜 용접물을 접합시키는 것이 전자빔 용접의 원리이다.
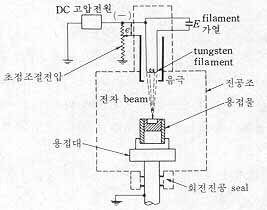
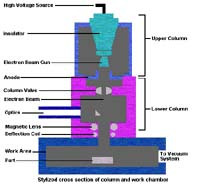
전자빔 용접의 원리를 자세하게 알아보면 다음과 같다. 먼저 전자빔 용접을 하기 위해서는 전자빔을 형성하기 위한 전자들을 만들어야 하는데, 전자의 생성은 전자총(Electron Beam Gun)에서 이루어지게 된다. 전자총의 필라멘트에 전류를 흘려 필라멘트를 가열시키면, 필라멘트의 온도는 약 2700℃의 고온으로 상승되며, 필라멘트에서는 많은 수의 자유 전자를 방출하게 된다. 이 자유 전자에 의해 전자빔이 형성되며, 이때 전자의 생성량은 필라멘트의 온도에 의해 결정되고, 고온일수록 많이 생성된다. 그러므로 필라멘트의 온도 설정은 일반적으로 고온을 선호하게 되는데, 온도를 너무 높이면 필라멘트가 용융되거나 내구성이 짧아지므로 온도를 높이는 것도 한계가 있으며, 온도의 한계는 각 필라멘트의 재질에 의해 결정된다. 따라서 전자빔 용접기의 설계 시 필라멘트의 온도 설정은 필라멘트의 수명과 자유 전자의 방출량과의 관계를 경제적인 측면에서 고려하여 결정한다.
필라멘트에 의해 만들어진 자유 전자들은 Grid에 의해 자유 전자의 양(빔 전류량)이 조절되면서 용접물에 조사되게 된다. 조사되는 자유 전자의 속도는 Anode에 걸린 전위 차에 의해 결정되며 전위 차가 커지면 고속이 되고 작아지면 상대적으로 속도가 낮아진다. 이때 전위 차의 크기에 따라 일반적으로 저전압 Type과 고전압 Type의 전자빔 용접기로 나뉘어 지게 된다. Anode에 의해 고속도로 가속된 자유 전자들(전자빔)은 각종 Magnetic Lens에 의해 방향과 밀도가 조정되면서 용접물에 충돌되게 된다.
이때 필라멘트로부터 용접물로 전자가 이동하는 경로를 관찰해보면, 다른 일반 용접과 비교해볼 때 매우 다른 전자빔 용접 고유의 특이한 행태를 보여주게 된다. 이동하는 전자는 무게가 매우 가벼워서 만일 대기 중에서 이동하면 공기 분자와 충돌하여 산란되고 만다. 따라서 이동 경로는 진공 분위기가 유지되어야 하며, 이러한 진공 분위기가 전자빔의 산란을 방지한다. 이러한 전자빔 용접의 특수한 용접 환경인 진공 분위기는 고 청정 분위기로써 용접시 발생되는 산화 및 기타 부정적인 요인을 차단하므로 다른 일반 용접 방법에서 볼 수 없는 매우 뛰어난 용접 환경을 제공하게 된다.
진공 분위기에서 이동하여 용접물에 충돌한 전자는 전술한 바와 같이 용접부를 용융시키게 되는데, 용접부의 용융부 역시 다른 일반 용접에서 볼 수 없는 특이한 용융부가 형성된다. 전자빔 용접의 용융부 형상은 일반 용접에 비해 매우 좁고 기다란 쐐기 모양의 형태를 띠게 되는데, 이러한 용융부로 인해 다른 일반 용접에 비해 정밀도나 변형 등에서 매우 뛰어난 용접 성능과 품질을 보여주게 된다.
이러한 전자빔 용접의 특이한 용융부 형상의 형성 과정을 설명하면 다음과 같다. 필라멘트를 떠난 전자가 Anode에 의해 고속도로 가속되어 용접물에 충돌하면, 용접부 금속 표면 직하 부분에서는 전자의 운동 에너지가 열 에너지로 변환된다. 이때 변환된 열 에너지는 고밀도의 에너지로서 용접부에 국지적인 고열을 발생시키며, 이때 발생하는 고열이 순간적으로 용접부 금속을 용융, 금속의 증발 온도 이상으로 용접부를 가열시키게 된다. 증발 온도 이상으로 가열된 금속은 용융부 중앙에 증기압을 발생시키고, 이 증기압에 의해 금속 상부는 열리며, 증기부 주위는 금속 용융층에 둘러싸이게 된다. 이때 그 다음에 도착한 전자는 저항없이 증기부를 통과하여 바닥 용융부의 금속표면에 충돌하면, 전술한 과정이 반복되며, 또 다른 증기부와 용융부를 만들며 보다 깊은 용접부를 형성하게 된다. 이러한 과정이 순간적으로 반복되면서 용접부는 전자빔 용접 특유의 Key Hole을 형성하게 되며, 고품질의 용접이 가능케 되는 것이다.
다른 용접 공정에서와 같이 전자빔 용접에서도 용접 기술 자체가 가진 고유의 장, 단점이 있다.
(1) 전자빔 용접의 장점
1) 고밀도로 집속되어진 전자빔을 고속도로 용접물에 조사할 경우,
일반 아크 용접에서 얻을 수 있는 에너지밀도의 수백 배에서 수천
배 이상의 고밀도 에너지를 얻을 수 있으며, 이를 이용하여 용접을
실행할 수 있다. 빔 초점에서 약 W/㎠ 의 대단히 높은 에너지 밀도
를 갖는다.
2) 고에너지 밀도의 용접이 가능하기 때문에 총 입열 에너지의 양은
일반 용접보다 상대적으로 매우 작다.
이러한 점은 용접 제품에 최소의 용접 수축과 변형이 가능토록
하여주며, 일반 아크 용접에 비해 매우 작은 열 영향 부위를
만들며, 인접 재질에도 매우 적은 열 충격을 준다. 소재의 표면을
가로지르는 열전도에 의한 에너지 이동이 일어나지 않지만, 소재
자체에서는 대단히 효율적이다.
3) 아크 용접으로는 다중 용접에 의해서만 가능한 후판 용접을 전자빔
용접에서는 단일 Pass의 용접으로 좁고 깊은 용접 부위를 구현한다.
4) 진공 분위기에서의 용접으로 활성 금속의 용접이 가능하며, 산화
등 대기 가스로 인한 오염을 최소화 시킨다.
5) 고밀도 에너지의 용접이 가능함으로 열전도가 높은 금속이나
고융점 금속의 용접이 가능하며 일반 용접으로는 불가능한 융점 및
열전도가 상이한 이종금속의 용접이 가능하다.
6) 고진공 분위기에서의 용접으로 제품의 진공 밀폐가 가능하다.
7) 단일 용접기를 가지고 박판에서부터 후판까지의 넓은 범위의
용접이 가능하다.
8) 거의 모든 금속에 대하여 최대 150㎜의 두꺼운 소재의 맞대기 및
겹침용접도 가능하다.
열 변형량과 수축량은 극히 적으며 용접변수들을 정확히 제어함으
로써 균열의 발생을 줄일 수 있어서,용접품질이 좋고 순도가 매우
높다. 보통 사용되는 곳은 항공기, 미사일, 핵시설 및 전자 부품이며,
자동차산업에서는 기어와 축에 사용한다.
2) 전자빔 용접의 (단점)
1) 일반 용접기에 비해서 전자빔 용접기의 장비 가격이 매우 고가이다.
2) 일반 용접에 비해서 용접 단품과 치구의 가공 정밀도가 보다 높이
요구된다.
3) 진공 분위기를 형성하기 위해서 진공 배기 시간이 필요하므로 생산
성이 저하된다.
4) 전자빔 용접 시 발생되는 X-Ray가 인체에 해를 끼치므로 이의 차폐
가 필요하며, 장비는 주기적으로 점검되어져야 한다.
5) 전자빔은 자장에 의해서 굴절되므로 일부 이종 금속 용접 시
용접에 장애가 있다.
강자성체 금속의 경우 탈자(자성을 제거함)없이는 용접이 불가능하다.
6) 고밀도 에너지 용접에서는 Cold Shuts나 Spiking같은 기공이 발생
할 우려가 많다
가)전자빔용접
높은 진공 속에서 텅스텐필라멘트를 가열하여 열전자를 방출시키고, 높은 전압에서 전자를 가속시켜 피용접물을 충돌하게 하여 그 발열에 의해 용접하는 방법이다. 이 방법에서는 전자렌즈로 1㎟ 이하로 초점을 줄이는 일이 가능하므로, 폭이 좁고 용접이 매우 강한 접합을 얻을 수 있다. 또한 진공 속에서 용접하기 때문에 지르코늄·텅스텐·몰리브덴 등과 같은 대기와 반응하기 쉬운 높은 녹는점을 지닌 금속도 쉽게 용접할 수 있다
나).전자빔 산소발생기
라).전자빔 의료기(탄저균 소독)
마).전자빔 합금 조제
.
... 특유의 Key Hole을 형성하게 되며, 고품질의 용접이 가능케 되는 것이다.
▲ TOP 2.
전자빔 용접의 장단점 다른 용접 공정에서와 같이 전자빔 용접에서도 용접 기술 자체가 가진 고유의 장,... 언급한 바와 같이 밝기는 용해 지역의 모양에 영향을...
http://www.pro-beam.co.kr/sub6.html
|
각종 용접법에서의
단위접합면의 용접 입열의 비교
사용도 높은 이음부 형상
I 이음부
|
|
 |
하향 용접의
경우 판두께 ≤45mm |
|
센터립이 들어간 I 이음부
|
|
 |
|
|
뒷판대기 I 이음부
|
|
 |
뒷판 두께는 모재의 10~20% |
|
인서트 부착 I 이음부
|
|
 |
|
|
|
 |
|
|
T 이음부
|
|
 |
|
|
L 이음부
|
|
 |
|
|
원봉의 이음부
|
|
 |
|
전자빔 용접의 결함과 그 요인
| |
피용접재료의
품질과 특징 |
용접조건 |
빔 축에 대한
접합부 위치 |
용접부의 그루브
형상과 청정정도 |
고
탄
소
당
량
강 |
열
쪼
개
짐
이
큰
재
료 |
가
스
함
유
랑
이
높
다 |
빔
용
접
량 |
집
점
위
치 |
편
향
폭 |
용
접
속
도 |
접
합
부
와 빔
축
이 비
대
칭 |
접
합
부 각
도
와 빔
각
도
가 비
대
칭 |
접
합
부 주
행
방
향
이 벗
어
났
다 |
좋
지
못
한 접
합 부
조
립 |
너
무
큰 그
루
브 |
너
무
큰 오
프
세
트 |
접
합
부
에
스
켈
,
녹
이
잔
재 |
접
합
부
에 기
름
,
오
일
이 잔
재 |
직
물
섬
유
의
잔
재 |
높
다 |
낮
다 |
높
다 |
낮
다 |
넓
다 |
좁
다 |
빠
르
다 |
느
리
다 |
| 보이는 결함 |
표면 비드의 불일정 |
|
|
◎ |
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
◎ |
◎ |
◎ |
| 표면비드의 언더컷 |
|
|
|
◎ |
|
◎ |
◎ |
◎ |
|
|
◎ |
|
|
|
◎ |
◎ |
◎ |
|
|
|
| 표면비드의 험핑비드 |
|
|
|
◎ |
|
|
◎ |
|
|
|
|
|
|
|
◎ |
◎ |
|
|
|
|
| 백비드의 움푹 들어감 |
|
|
|
|
◎ |
◎ |
|
|
◎ |
◎ |
|
|
|
|
◎ |
|
|
|
|
|
| 백비드의 흐름 |
|
|
|
◎ |
|
|
|
◎ |
|
|
◎ |
|
|
|
◎ |
◎ |
|
|
|
|
백비드가
접합에서 어긋남 |
|
|
|
|
|
|
|
|
|
|
|
◎ |
◎ |
◎ |
◎ |
|
|
|
|
|
| 세로균열 |
◎ |
◎ |
|
|
|
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
|
| 가로균열 |
◎ |
◎ |
|
|
|
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
|
| HAZ균열 |
◎ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 중앙이부푼비드 |
|
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| 중앙크랙 |
◎ |
◎ |
|
|
|
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
|
덴드라이트에 의한
가로균열 |
|
◎ |
|
|
|
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
|
| HAZ 균열 |
◎ |
◎ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
비파괴검사 또는
야금학적 조사로
검출가능한 결함 |
융합불량 |
|
|
|
|
◎ |
|
|
|
◎ |
◎ |
|
◎ |
◎ |
◎ |
◎ |
|
◎ |
|
|
|
| 작은 기공군 |
|
|
|
|
|
|
|
|
◎ |
|
|
|
|
|
|
|
|
|
|
|
| 기공 |
|
|
◎ |
|
|
|
|
|
◎ |
◎ |
|
|
|
|
|
|
|
◎ |
◎ |
◎ |
| 용접금속의 흘러내림 |
|
|
|
◎ |
|
|
|
◎ |
|
|
◎ |
|
|
|
◎ |
◎ |
|
|
|
| |
EB용접의 허용 그루브 구도
전자빔 담금질과 고주파 담금질의 비교
전자빔 용접장치의 기본적인 3 Type
에너지 비교
| |
|
|









