|
|
|

|
| |

|
| |
|
1. 종래의 가포화 리액터 제어 방식에서 탈피 THYRISTOR 제어에 의한 정전류 제어 방식으로 직류 수용접, GOUGING 및 BLASTING 겸용 |
| |
|
2. 깊은 용입과 미려한 직류 아크 용접 |
| |
|
3. 카본과 공기에 의한 불량용접부의 Gouging 또는 Blasting |
| |
|
4. Bead 제거, 절단, 정형작업 가능 |
| |
|
5. 조선, 건설, 중공업 분야의 필수 기종 | |
 |
 |
| |
|
|
구분/사양 |
2차
정격전류 |
기본
정격입력 |
기본
정격전압 |
주파수 |
2차최대
무부하
전압 |
정격
부하전압 |
정격
사용률 |
중량 |
비고 |
|
A |
KVA |
V |
Hz |
v |
v |
% |
Kg |
|
WD-300A |
300 |
21 |
220/380 |
50,60/3Ø |
58 |
30 |
40 |
100 |
STICK
용접 |
|
WD-400A |
400 |
30 |
220/380 |
50,60/3Ø |
60 |
40 |
40 |
110 |
STICK
용접 |
|
WD-500A |
500 |
36 |
220/380 |
50,60/3Ø |
63 |
40 |
60 |
130 |
STICK WELDING
가우징 |
|
WG-600A |
600 |
43 |
220/380 |
50,60/3Ø |
63 |
40 |
60 |
150 |
가우징 |
|
WG-800A |
800 |
56 |
220/380 |
50,60/3Ø |
65 |
42 |
70 |
180 |
가우징
BLASTING |
|
WG-1000A |
1000 |
62 |
220/380 |
50,60/3Ø |
65 |
42 |
70 |
210 |
BLASTING | | |
금속의 절단(切斷)
금속의 절단은 chip을 발생하는 기계적인 절단과 열에 의한 용단(熔斷)으로 크게 나눌 수 있다. 용단이 기계적인 절단에 비하여 절단면이 매끄럽지 못하고 용단이 되지 않는 금속이 있지만, 구조상 기계적 절단이 어려운 것을 절단할 수 있어 편리하게 사용되고 있다.
용단의 열원이 전기인 경우와 gas 연소에 의한 것 등으로 분류할 수 있으나, 본장에서는 gas 연소에 의한 절단 중에서 일반적으로 많이 이용되는 산소-acetylene 절단에 중점을 두어 설명하고자 한다.
[1] arc 절단
☞ arc 절단은 주철, 황동 등과 같이 gas 절단이 어려운 금속의 절단에 편리하며, 용접의 경우보다 큰 전류의 긴 arc를 사용한다.
arc 절단에는
- 탄소 arc 절단: 전극으로 탄소봉을 이용하여 전극과 모재 사이에 발생하는 arc 열에 의한 절단이다.
- 금속 arc 절단: 특수피복 금속봉과 모재 사이에 발생하는 arc 열에 의한 절단으로서, 직류인 경우에는 정극성을 채용한다.
- 산소 arc 절단: 피복전극과 모재 사이에 arc를 발생시키고 심선 중심부의 중공을 통하여 용금을 불어 내어 절단한다.
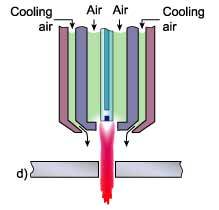
- ☞ 불활성 gas arc 절단: MIG 용접과 TIG 용접 장치에서 높은 전류밀도를 사용하여 깊은 용입이 되게한다.
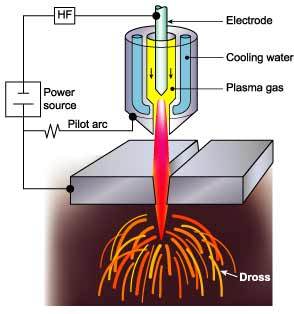
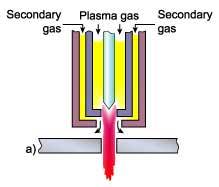
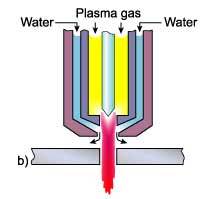
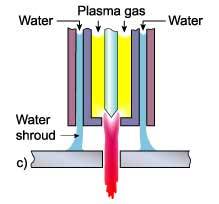
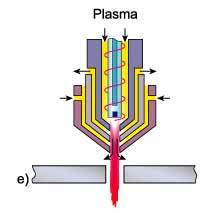
- ☞ plasma arc 절단: 도전성을 띤 gas체인 plasma에 의하여 용융시키고 불어 낸다.
등이 있다.
[2] laser beam 절단
☞ laser beam 절단은 박판의 절단 및 구멍뚫기에 사용되나, 장비가 고가이고 energy 소비가 크다. 자동차 공장에서 body panel의 trimming 등에 이용된다.
-
 laser 절단 laser 절단
☜ |
tube1.ram
관의 laser 절단 |
tube2.ram
관의 laser 절단 |
[3] gas 절단
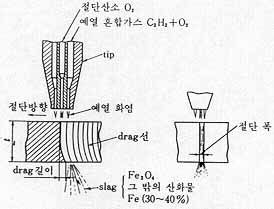
대부분의 용단(熔斷)은 산소-gas 절단이며, 비철금속에서는 용단부를 단순이 용해시켜 불어 내는 것으로서 용단이 수행되나, 철의 절단에서는 혼합 gas 염으로 800 ~ 1000℃ 정도로 예열하고 이것에 순도가 높은 산소를 고압으로 분사하면 강열한 화학반응에 의한 고온으로 철은 산화( 연소)되며, 기류가 산화철을 불어 내어 2~4mm 폭의 홈이 생긴다.
이 때의 화학반응은 다음과 같다.
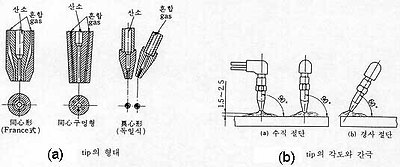
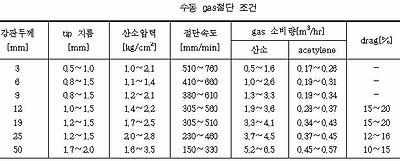
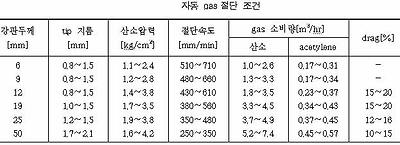
gas 절단에는 수동절단(手動切斷)과 자동절단(自動切斷)이 있으며, 아래 그림은 torch tip의 형태, tip의 각도 및 tip과 가공물간의 간격을 보여 준다.
-
-
(1) 수동절단:
-
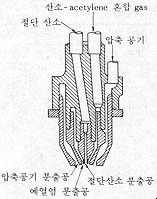
절단 torch에는 예열용 acetylene gas의 압력을 기준으로 하여 저압식(低壓式, 0.07kg/cm2 이하)과 중압식(中壓式, 0.07kg/cm2 이상)이 있으며, 그림은 저압식 torch로서, 예열용 산소-acetylene 혼합 gas 도관과 순수 산소만을 보내는 도관으로 되어 있다.
 gas 절단의 animation gas 절단의 animation |
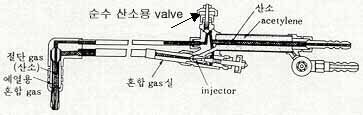 저압식 torch의 구조 저압식 torch의 구조 |
gas 절단에서는 절단홈의 밑으로 갈수록 slag의 방해, 산소의 오염 등에 의하여 산화작용이 느리고, 불어 내는 압력이 저하하기 때문에 그림과 같이 上下의 절단거리에 차이가 생기며, 이 차이를 drag 또는 drag 거리라 한다. 이 drag는 절단성을 판정하는 기준이 되며, 절단속도, 산소소비량 등에 따라 변하고, 절단속도가 아주 느리면 drag는 0 이 된다. 산소량과 산소압력을 증가시키면 drag는 짧아지나, 산소압력을 증가시켜도 더 이상 drag가 짧아지지 않는 한계가 있다. drag가 길게 되는 조건에서 절단하면 절단비용은 감소하나, 절단깊이의 밑부분에서는 절단이 되지 않을 수도 있으므로 drag는 강판두께의 20% 정도가 작업능률의 관점에서 좋다.

-
(2) 자동절단:
-
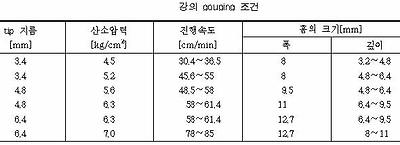
공작물을 절단할 때 절단기가 이동대와 함께 track 위를 자동 이동하면서 직선 또는 곡선절단할 수 있는 자동절단기가 있다. 아래 표의 조건에 따라 강판과 torch tip 간의 거리 등을 선정하고, 절단 시작점을 충분히 예열하여 용융점에 이를 때 순수 산소 valve를 열어 산화, 분출시키면서 이동대를 track상에서 이동시켜 절단한다.
 programable 2-axis 용접 및 절단기 programable 2-axis 용접 및 절단기
☜
 2 ~ 3개의 torch로 홈을 자동절단하는 예 2 ~ 3개의 torch로 홈을 자동절단하는 예
-
(3) 수중 gas절단:
-
-
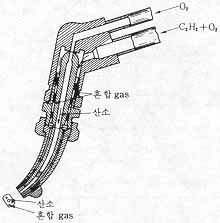
수중절단은 침몰선의 해체, 교량의 보수 등 불가피하게 수중 작업을 요하는 곳에서 이용되며, 일반 torch와 다른 점은 그림과 같이 용접 중 물의 침입을 막기 위하여 압축공기를 분출하는 구멍이 하나 더 있다. acetylene gas는 수중 7.5m 깊이까지 사용할 수 있고, 보다 깊은 곳에서는 압력에 의한 안전상 수소 gas를 사용한다.
 수중 절단 torch tip 수중 절단 torch tip
-
(4) gas gouging:
-
-
일명 따내기라고도 하며, 가공물의 일부분을 용융시켜 불어 냄으로써 홈을 내는 가공이다. 아래 그림과 같이 gouging torch tip을 30 ~ 45°경사지게 하여 예열하고, 표면이 점화온도에 달하면 tip을 6 ~ 12mm 정도 후퇴시켜 산소 valve를 서서히 열고 작업을 진행한다.
 U형 홈 가공용 gas gouging torch tip U형 홈 가공용 gas gouging torch tip |
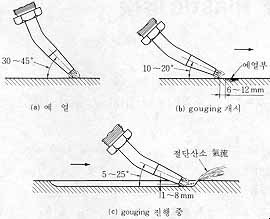 gouging 작업 gouging 작업 |
|
  Gouging Gouging
|