테르밋 용접(Thermit Welding)의 이해
테르밋 용접의 이해
테르밋 용접법은 용접 열원을 외부로부터 가하는 것이 아니라, 테르밋 반응에 의해 생성되는 열을 이용하여 금속을 용접하는 방법이다. 테르밋 반응 이란 금속 산화물과 알루미늄 간의 탈산반응을 총칭하는 것이다.
용융 테르밋 용접법
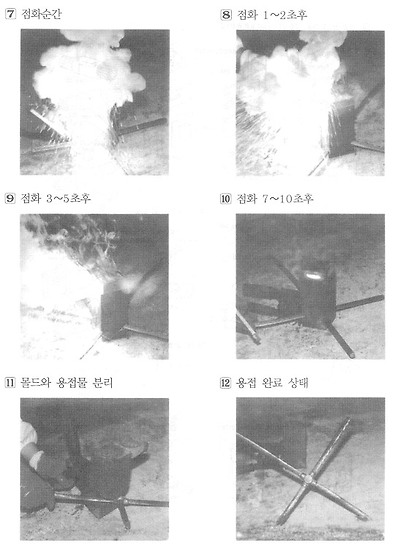
용융 테르밋 용접법은 접합 부재간에 적당한 틈새를 만들고 그 후 주위를 주형(mold)으로 둘러싸고 주형 밑부분에 있는 예열 구멍으로부터 모재를 적당한 온도까지 예열(동의 경우 800~900도씨)한 후, 도가니 속에서 테르밋 반응에 의해 생성된 용융 금속, 슬랙 순으로 도가니 밑부분에서 주입한다. 주입 후 용접 금속이 응고될 때 까지 그대로 방치하고, 적당한 온도까지 냉각 후 주형을 해체하고, 탕구, 압탕 등을 제거한다. 필요에 따라서는 용접부의 열처리도 한다.
테르밋 용접법에는 용융 테르밋 용접법과 가압 테르밋 용접법이 있는데 주로 용융 테르밋 용접법이 많이 사용 됩니다.
▣ 테르밋 용접법 (Thermit welding)
□ 원리
용접 열원을 외부로부터 가하는 것이 아니라, 테르밋 반응에 의해 생성되는 화학반응열을 이용하여 금속을 용접하는 방법
ㅇ 테르밋제 : 산화철분말(3~4) : 알루미늄분말(1)è무게비임
ㅇ 점화제 : 과산화바륨과 알루미늄(또는 마그네슘)의 혼합 분말
ㅇ 테르밋 반응 온도 : 약 2,800°C
□ 테르밋 용접종류
① 응용 테르밋 용접법
용접 홈을 800~900°C로 예열한 후 도가니에 테르밋 반응에
의하여 녹은 금속을 주철에 주입시켜 용착시키는 법
② 가압 테르밋 용접법
일종의 압접으로
모재의 단면을 맞대어 놓고, 그 주위에 테르밋 반응에서 생긴
슬래그 및 용융 금속을 주입하여 가열시킨 다음 강한 압력을
주어 용접.
□ 테르밋 용접의 특징 및 용도
u특징
① 용접 작업이 단순하고 용접 결과의 재현성이 높음.
② 용접용 기구가 간단하고 설비비가 저렴.
또한, 작업 장소의 이동이 쉽다.
③ 용접 작업 후의 변형이 적음.
④ 전력이 불필요함.
⑤ 용접 시간이 비교적 짧음.
u용도
차축, 레일, 배의 뒤 플래임 등의 큰 단면을 가진 모재의 맞대기용접
thermit 용접
산화철(FeO, Fe2O3, Fe3O4)과 aluminum 분말의 혼합물을 thermit(thermite)이라 하며, 이것에 점화시키면
와 같은 강력한 화학반응을 일으켜 1분 안에 약 3000℃의 고열을 내며, Al은 산화하여 Al2O3가 되어 위에 떠오르고 용금(熔金)은 밑에 잠긴다. 점화제는 BaO₂와 Mg 분말의 혼합물이다. 이와 같이 발생한 열을 사용하는 용접을 thermit 용접이라 하며 큰 단조물, 주물, 관(pipe) 및 rail 등의 용접이나 수리에 이용된다. thermit용접에는 thermit 주조용접과 thermit 가압용접이 있고, thermit 용접의 특징을 열거하면 다음과 같다.
장점
- 전력이 필요 없다.
- 설비가 간단하여 설치비가 저렴하다.
- 작업이 간단하다.
- 용접변형이 적다.
- 용접시간이 짧다.
|
단점
- 접합강도가 낮다.
|
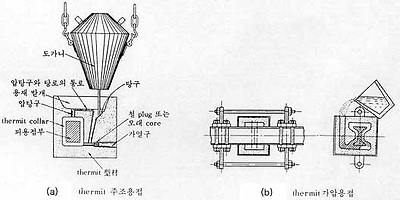
thermit 주조용접(鑄造熔接)은 아래 그림(a)와 같이 용접부의 홈에 paraffin이나 wax를 채우고 둘레에 사주형(砂鑄型)을 만든 다음, 열로 paraffin core나 wax core를 제거하고 공동부(空洞部)에 thermit에서 얻은 용금(熔金)을 주입하면 모재와 융합한다. 용접부가 클 때에는 홈을 800~ 900℃로 예열하면 좋다. 이 방법은 축, gear, frame 등을 수리하거나 rail의 접합 및 기계부품의 마멸부(磨滅部)를 보수할 때에 이용되고, 불필요한 부분은 gas 절단, 연삭 또는 다른 기계가공으로 제거한다.
thermit 가압용접(加壓熔接)은 그림(b)와 같이 모재의 단면을 맞대어 접촉시키고, thermit 반응으로 생긴 slag와 용금을 주위에 부어 가열한 후 가압하여 용접을 행하는 방식이다. 이 때 높은 온도의 응고점을 갖는 slag가 먼저 주입(注入)되고 용금이 다음에 주입됨으로써 용금과 피용접물의 직접 접촉을 막고, slag를 통한 열전도에 의하여 피용접재가 가열된다.
-
 thermit 용접 thermit 용접
-
 thermit 용접 현장사진 thermit 용접 현장사진
☜
-
1) 용접원리
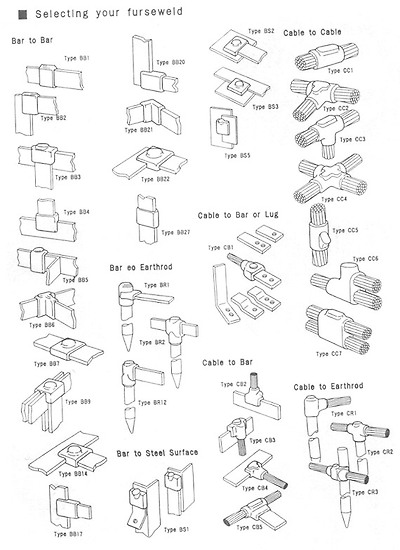
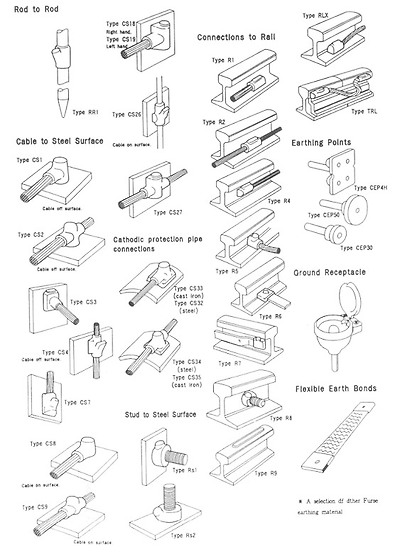
SUPER WELD의 용접방법은 1898년 독일의 GOLDSHMIT가발표한 금속분말과 금속산화물 간의 반응열을 이용한 용접이다. 즉, 용접재를 산화물로 하고 알루미늄을 금속으로 하여 이들을 적정비로 혼합하여 가열시켜주면 자체의 산화환원반응이 일어나 알루미늄은 산화물로 그리고 산화금속은 환원된 금속이되어 금속간의 용접이 이루어지게 되며 그때의 반응은 다음과 같다.

상기한 방식은①~②에서 동시에 동의 산화물이 금속알루미늄으로 환원되면서 강력한 발열반응이 순간적으로 일어나 용융상태가 되어 흑연몰드 안에서 동과 동(COPPER TO COPPER), 동과 철(COPPER TO IRON), 동과 합금(COPPER TO ALLOY)의 용접을 가능하게 한다.
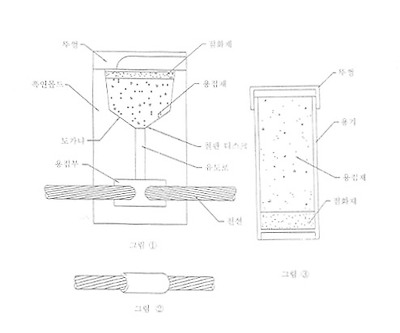
금속(METAL ALLOY)간의 용접에 있어서는 용접의 효율성을 높이기 위해 용접물이 형태에 따라 흑연가 주물사 등을 활용하게 되었다. 전선과 전선의 용접방법 일예로 그림①과 같이 흑연으로 이루어진 흑연몰드에 젖선을 장치하고 흑연몰드 안에 금속박편을 놓고 용접재와 점화재에 불을 붙이면 산화물이 재질에 따라 자발적인 발열반응이 거의 순간적으로 일어나 용탕과 슬래그 층으로 형성되고 용탕은 하부의 금속박편을 녹이고 전선 사이의 공간으로 흘러내려 그림②와 같은 형태로 용접이 이루어진다.
용접하고자 하는 재료의 형태에 따라서 그에 적절한 흑연몰드(CATALOGUE상의MOLD NO.참조)와 용접재로 접선과 전선간, 전선과 접지봉, 신호용 레일과 전선, 부식방지용 가스 파이프와 음극봉 등 전기적 연결이 필요한 재료의 형태에 따라 손십게 연결할 수 있으며 그 연결성도 매우 우수하다.
최근에는 인텔리전트 빌딩, 대형건물, 아파트, 반도체 및 중화학 공장 등과 발전소, 변전소, 전철(고속전철), 가스파이프 라인 등에서 접지, 전식방지(부식방지), 신호연결 등 다양한 목적으로 사용되고 있다.
2) 용접용 화약
SUPERWELD MATALD은 수분 방지용 플라스틱 용기에 포장되어 있으며 크기와 무게(g)은 가 뚜껑 및 용기바닥에 표시되어 있다. 용기의 크기는 각 무게별로 별도 포장이 이루어진다.
[그림 1-24] 초감도 용접 화약
SUPER WELD MATAL은 크게 두가지로 구분되며 용기상층부에 포장된 것은 용접용이고 용기 바닥에 포장된 미세분말은 초기 점화재로서 최종적으로 용접재와 분리되게끔 압축되어 다져져 있으므로 이를 분리하기 위해서는 용기 바닥을 꼭 눌러주면서 툭툭 두드리면 점화재가 쉽게 분리된다.
프라스틱용기에 포장된 목적은 SUPERWELD MATAL을 공기중으로 수분으로부터 차단하기 위함이며 이는 항상 건조한 상태로 유지되고 있음을 보여준다.
또한 주석으로 도금된 금속 디스크는 각 무게별로 포장되어 있는 숫자만큼 비닐포장지에 포장되어 메탈과 함께 포장되어 있다.
3) 접지용 공구
SUPERWELD의 공구는 전기적 목적으로 다음 재료들에게도 적용할 수 있다.
적용가능재료
| COMMON STEEL |
STAINLESS STEEL |
| COPPER~CLAD STEEL |
GALVANIZDE & BETHANIZED STEEL |
| WROUGHT IRON |
COMMERCIALLY PURE IRON |
| CAST IRON |
BRASS |
| BRONZE |
MONEL |
| NICHROME V |
EVERDUR |
| GALVANIZED |
SILICON BRONZE etc |
재료표면에 도금, 녹 페인트, 코팅 및 이물질이 붙어 있을시에는 이를 제거한 후 사용한다.
LUG,전선, 작은관 모양의 부스바 또는 직사각형의 부스바를 포함한 대부분의 용접시에는 클램프가 사용되는데 종류별로는 2개의 대표적인 것이 있고, SUPERWELD MOLD의 여러 형태와 종류에 대부분 적용이 가능하다.
4) 초강도 접지용접 형태<1>
5) 초강도 접지용접 형태<2>
|
Exoweld(Exothermic weld, 자융용접)란?
국내에선 테르밋용접으로 널리 알려져 있으며, 금속산화물과 알루미늄의 환원,산화반응에서 나오는 열을 이용하여 순간적으로 용착시키는 용접을 말한다. 용접을 위해서 미리 가공된 흑연몰드에 용접할 도체를 삽입하여 분말형태의 용접재를 사용한다.
Exoweld의 장점
Exoweld로 이루어진 용접은 분자적으로 용융된 상태의 접속을 이루어 다음과 같은 장점을 가진다.
1. 시간의 경과로 인한 접속 형질의 변화가 거의없다.
2. 압착식보다 용융점이 높아 전도성이 우수하다.
3. 느슨해지지 않는다.
4. 특별한 용접기술을 요하지 않는다.
5. 육안으로 쉽게 검사를 할 수 있다.
6. 접속을 위한 외부의 동력을 필요치 않는다.

|
 | |
 |
|
|
|
THERMIT WELDING (GB) LTD
.
|
|
|

The SkV-F Welding Process
Product Range
A number of welding processes, all utilising the alumino thermic reaction are available, and the appropriate process for a specific application is agreed with the customer prior to supply.
All the process use preformed refractory sand moulds which are available to fit a wide range of rail sections and for joining rails of differing sections. These moulds comprise either two or three pieces. Special moulds are available for working on unusual types of track support, for example continuous concrete slab track.
The Thermit? Welding powders are formulated to match the metallurgical and mechanical properties of the rails with which they will be used, and are supplied as a premixed and measured portion in a protective container.
|
Thermit Welding (GB) Ltdis a manufacturing company sup
plying the railway industry with products and equipment for the joining of rails using the alumino-thermic welding process, under the Thermit? registered trademark.
We are the principal supplier of alumino thermic rail welding materials to all the U.K railway administrations, however our process and products are used worldwide, and include High Speed, Heavy Rail, Mass Transit, Light Rail, Metro and Tram systems.
The company is an approved supplier to British Rail and has been successfully audited by Lloyds for approval to the European Quality Standard ISO 9002.
Company Background
Murex Ltd, in partnership with Elektro-Thermit GmbH, began manufacturing Alumino thermic products on its site in Rainham, Essex, in 1926, and subsequently Thermit Welding (GB) Ltd was formed to manufacture and supply the process. In 1978 the company moved into a new factory on an adjacent site, where it remains today. We are currently a subsidiary of Elektro-Thermit GmbH (which in turn forms part of the Th. Goldschmidt AG Group), but we operate as a totally independent company.
Thermit Welding (GB) Ltd, and our sister company, Thermitrex SA, employ approximately 80 staff. In addition we can call on the resources of both Elektro-Thermit GmbH and Th. Goldschmidt AG for technical support services.

|
Portions are available to suit many different rail steels, including:
| B.S. 11:
| All grades, Wear resistant Grade A and B
|
| UIC - 860-0:
| Grades A & B
|
| AREA:
| Grade 900A
|
| British Steel PLC:
| 110 Kg/mm2 1% Cr, Conductor Rail
Low Carbon Austenitic Manganese Steel
Heat Treated Rails |
|
|
Welding processes for conventional railway systems include the following:
The Thermit? SkV-F Process
The SkV-F process is the principal method used by British Rail for joining rails on site by welding. Since its introduction on BR in 1977, approximately 55,000 welds are made each year by this process, with a total population now in excess of 800,000. Welds can be manufactured on conventional ballasted, or on continuously supported track, and two or three piece moulds are available to fit a wide range of rail sections, and joints between rails of different section or wear. Its main features are:
- Welding Gap of 22-26 mm
- Short, timed preheat (1.5-2 mins, depending upon rail section)
- Full size Thermit? portion
The Thermit? SmW-F Process
Our SmW-F process is particularly suited to applications where a slightly longer operating time can be accepted, in which case a full preheat, with a smaller portion may yield benefits in terms of reduced costs. Two piece moulds are available for most of the common rail sections. Its main features are:
- Welding Gap of 20-22 mm
- Full preheat (4-7 mins, depending upon rail section)
- Reduced Size Thermit? portion
Thermit Welding on Docklands Light Railway

|

Installation of a Thermit? weld on Sheffield Supertram
The Thermit? SoWoS Process
The SoWoS process combines the technical benefit of a timed preheat with the reduced consumable cost associated with a smaller portion. The process is used by British Rail for welding special quality steel components used in high speed or high axle load track, and has been selected for use in the Ankara Metro which is currently under construction. The key features are:
- Welding Gap of 22-24 mm
- Timed preheat of 3-6 mins depending on rail section
- Reduced size portion
The Thermit? Wide Gap Welding Processes
The company has developed two wide gap welding processes for use when the rail gap has to be wider than normal, as in the case of removal of a time expired weld or small rail defect. They may also be used to repair broken rails. The processes have been found to yield significant cost benefits compared with alternative methods for replacing broken rails. The weld exhibit excellent fatigue properties.
In both processes, the operating procedures have been developed to be as similar to the standard SkV-F process, thus minimising equipment purchase and welder training. Both processes are fully approved for use on BR. The principal features are:
- Rail gap 48-53 mm (SkV-L50), or 76-80 mm (SkV-L80)
- Short timed preheat (1.5-2 mins dependent on rail section)
- Standard types of Thermit? portion
|
|
|
For welding grooved, or heavy rails, two further methods are available:
The Thermit? SRZ Process
The SRZ process has been developed for welding the grooved rails used in many metro systems. The process uses a full preheat, dependent upon rail section, combined with a centre pour.
The Thermit? SkS Process
This process, which also uses a full preheat and central pour system, is designed for use with heavy section crane rails ranging from 56kg/m to 164kg/m. The moulds are usually three piece, and a reduced depth bottom collar can be incorporated for use on continuous support.
Automatic Crucible Tapping
In all our processes the Thermit? portion is charged and subsequently ignited in a reusable refractory crucible. When the resulting Thermit steel is at the correct temperature for casting, the Automatic Tapping thimble allows the steel to tap into the moulds. This system offers major advantages with respect to welder safety.
|
Quality
The Company's continued commitment to product quality has resulted in its approval to ISO 9002. All our suppliers are subject to a regular quality audit, and raw materials undergo stringent quality tests before use.
All our products are checked throughout the production process using a range of analytical methods, including chemical analysis by emission spectography, and mechanical testing (weld hardness and strength), and are identified such that they can be traced back through the various stages of manufacture and against quality records.
The Thermit? portion formulation is to internal specifications designed to produce a Thermit steel complying with the appropriate rail steel. Portions can be supplied to customer specifications such as the British Rail Specification No. 552 for alumino thermic powders or alternatively our own specifications for the Thermit Steel can be provided on request.
Welding procedures are available for all the processes, and may be adapted in liaison with the customer to suit their specific application, by means of procedural tests. Procedures are regularly reviewed and updated to incorporate the latest developments, with particular attention to safety and quality.
|

Selection of Thermit? Welding Consumables
Research and Development
Thermit Welding (GB) liaises closely with its customers, and railway authorities, to develop welding procedures, materials and processes, and we have representatives on committees preparing international standards for welding and welding products. Membership of, and access to Research and Technical organisations such as British Rail Research, The Welding Institute, PERA, BCIRA, ensure that new technology can be incorporated into the production and use of the Thermit Welding processes.
All our processes, consumable and equipment have been subjected to extensive procedural trials before they are offered to customers. Our process development programmes have included fatigue and fracture toughness testing, metallurgical, chemical and mechanical examination, non destructive testing, followed by clinical field testing, and reliability studies.
|
Manufacturing Capability
The pre-formed moulds are designed and manufactured within the company for a wide range of rail sections. Mould patterns can be designed to suit unusual rail sections, or they may be obtained through the Thermit Group. In excess of 90,000 sets of moulds are produced each year.
Iron oxide is refined for the portions and then graded and mixed with the other raw materials, which are principally aluminium, ferro-manganese, steel and alloying additions. Each portion is individually mixed and weighed into waterproof containers and identified by batch, weight and grade of powder. The plant manufactures and processes over 80,000 kg of Thermit? powder each year.
We provide the complete range of equipment required for the manufacture of Thermit welds in track, including items of plant such as rail saws, hydraulic weld trimmers, and rail grinding equipment. Some items are manufactured off site by a small number of approved suppliers, but all are supplied to us for Quality Assurance inspection before being offered for sale. Our product range has in excess of 1200 items, the majority of which are held in stock, available for prompt delivery.
|
|
|
After Sales Support
Operator Training Courses and examination can be provided, either here at Rainham, or on the customer's site. Service engineers are available to provide support during field trials and deal with any technical problems.

Track Thermit? Welded on Singapore MRT
Notre gamme de Produits
Plusieurs procédés de soudure, utilisant tous la réaction aluminothermique, sont disponibles et avant d'envoyer le matériel, nous choisissons avec le client le procédé qui convient pour une application spécifique.
Tous les procédés utilisent des moules préformés en sable réfractaire, qui sont disponibles dans un grand nombre de modèles pour une large gamme de sections de rails, ainsi que pour joindre des rails de différentes sections. Ces moules sont constitués de deux ou trois pièces. II existe également des moules spéciaux pour les travaux sur des renforts de voies peu courants, comme par exemple les voies en blocs de béton continus.
Les poudres de soudure Thermit? sont formulées afin de s'accorder aux propriétés métallurgiques et mécaniques des rails pour lesquels elles seront utilisées; elles se présenteent sous la forme de portions pré-mélangées et mesurées, en conteneurs de protection. Plusieurs portions sont disponibles, pour s'adapter à une grande variété d'aciers de rails, dont:
|
Safety
Safety sheets and transport information is available on request for the portions and igniters. Instructions for Welder safety are included in our welding procedures and training course and advice can be provided as to the correct protective clothing, goggles etc. All welding staff would be expected to have attended an appropriate training course and should be certificated, either by the company or an authorised examiner, in the relevant processes.
Profil de la société - ses produits
Introduction
Thermit Welding (GB) Ltd est une société manufacturière fournissant à l'industrie ferroviaire les produits et le matériel servant à joindre les rails grâce à ;'utilisation du procédé de soudure aluminothermique ("thrmite"), souse la marque déposée Thermit?. Nouse sommes les principaux fournisseurs de matériels aluminothermiques de soudure de rail de toutes les administrations de chemin de fer britanniques; mais notre procédé et nos produits sont utilisés dans le monde entier et comprennent les systèmes pour lignes à grande vitesse, pour artère à gros trafic, mass transit (le transport collectif), ligne facile, le métro et le tramway. Notre société est fournisseur agréé de British Rail et a récemment fait l'objet avec succès d'un audit de la Lloyds pour accréditation à ISO 9002.
Thermit Welding (GB) Ltd et sa société soeur Thermitrex SA, emploient environ 90 personnes. La société peut en outre faire appel aux ressources des deux sociétés Elektro-Thermit GmbH et Th. Goldschmidt AG pour les services de soutien technique.
Histoire de la Société
Thermit Welding (GB) Ltd, formée en partenariat par la société Murex Ltd et Elektro Thermit GmbH, commence à manufacturer les produits Aluminothermiques en 1926, à l'usine Murex de Rainham, dans l'Essex. En 1978, la société emménage dans une nouvelle usine, sur un terrain adjacent, où elle se trouve encore aujourd'hui. Nous sommes actuellement l'une des filiales d'Elektro-Thermit GmbH (qui fait elle-même partie du groupe Th. Goldschmidt AG) mais nous opérons comme une société totalement indépendante.
|
| B.S. 11:
| Qualité normale, Degré de résistance à l'usure: A et B
|
| UIC - 860-0:
| Degrés de résistance à l'usure A & B
|
| AREA:
|
|
| British Steel PLC:
| 110 Kg/mm2 1% Cr, Rail conducteur,
Low Carbon Austenitic Manganese Steel
Traités par la chaleur. |
For further information please contact us at:
Thermit Welding (GB) Ltd.
87 Ferry Lane, Rainham
Essex
RM13 9YH
England
|
|
Contact: Mr R S Johnson
General Manager - Technical Sales
| |
|
THERMIT is a registered trademark of Th. Goldschmidt AG. |
Thermit Welding
Thermit material is a mechanical mixture of metallic aluminum and processed iron oxide.
Molten steel is produced by the reaction in a magnesite-lined crucible.
At the bottom of the crucible, a magnesite stone is burned, into which a magnesite stone thimble is fitted.
This thimble provides a passage through which the molten steel is discharged into the mold.
The hole through the thimble is plugged with a tapping pin, which is covered with a fire-resistant washer and refractory sand.
The crucible is charged by placing the correct quantity of thoroughly mixed material in it.
In preparing the joint for welding, the parts to be welded must be cleaned, alined, and held firmly in place.
If necessary, metal is removed from the joint to permit a free flow of the metal into the joint.
A wax pattern is then made around the joint in the size and shape of the intended weld.
A mold made of refractory sand is built around the wax pattern and joint to hold the molten metal after it is poured.
The sand mold is then heated to melt out the wax and dry the mold.
The mold should be properly vented to permit the escape of gases and to allow the proper distribution of the metal at the joint.
welding crucible and mold is shown in figure 5-41.

|