|
1. 교류 아크 용접작업의 안전
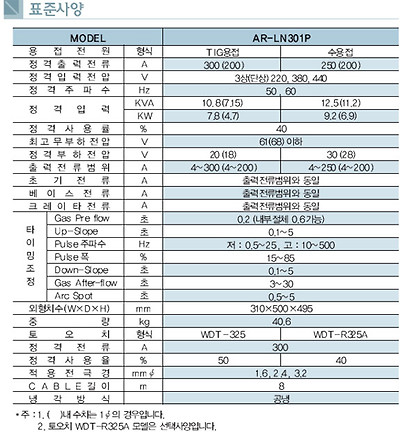
교류 아크 용접작업 중에 발생하는 감전사고는 주로 출력측 회로에서 발생하고 있으며, 특히 무부하일때 그 위험도는 더욱 증가하나, 안정된 아크를 발생시키기 위해서는 어느 정도 이상의 무부하전압이 필요하다. 아크를 방생시키지 않는 상태의 출력측 전압을 무부하전압이라고 하고, 이 무부하전압이 높을 경우 아크가 안정되고 용접작업이 용이하다. 하지만 무부하 전압이 높아지게 되면 전격에 대한 위험성이 증가하므로 한국공업규격(KSC)에서는 400[A] 이하의 용량에서는 무부하 전압을 85[V]이하, 500[A]이상의 용량에 대해서는 95[V]이하로 규정하고 있다.
표 1. 교류 아크 용접기의 규격(KSC 9602)
|
종류 |
정격2차
전류[A] |
정격
사용율
[%] |
정격부하전압 |
최고 2차
무부하
전압[V] |
2차전류 |
적용할 수 있는
용접봉의
직경[mm] |
|
저항강하
[V] |
리액턴스
강하[V] |
최대치[A] |
최소치[A] |
|
60[Hz] |
|
AW-180 |
180 |
50 |
29 |
0 |
85이하 |
180이상
200이하 |
35이하 |
3.8이하 |
|
AW-240 |
240 |
32 |
180이상
200이하 |
50이하 |
2∼3.2 |
|
AW-300 |
300 |
35 |
180이상
200이하 |
60이하 |
2.5∼5 |
|
AW-400 |
400 |
40 |
180이상
200이하 |
80이하 |
3∼6 |
|
AW-500 |
500 |
70 |
45 |
95이하 |
180이상
200이하 |
100이하 |
4∼8 |
이러한 전압에서도 주위환경이 우천으로 인해 많은 습기를 함유하고 있거나 더운 날씨로 인해 근로자가 땀을 흘리게 되면 인체의 피부저항이 저하하여 용접작업 중에 전격을 받아 사망하는 경우도 있다. 이러한 재해를 방지하기 위해 교류 아크 용접기의 자동전격방지장치(이하전격방지장치)는 아크 발생이 중단된 후 약 1초 이내에 출력측 무부하 전압을 자동적으로 25[V] 이하(전원전압에 변동이 있을 경우 30[V] 이하)로 강하시켜서 전격의 위험을 방지하고 있다.
현재 산업안전보건법에는 무부하시 전압을 25[V] 이하로 규정하고 있다.
2. 아크 용접시의 전격위험
대지에서 용접작업을 하고 있는 작업자가 Holder의 충전부분이나 용접봉 등에 접촉해서 감전된 경우 통전전류는 대략 다음과 같은 식에 의해서 구해진다.
3. 자동전격방지장치
전격방지장치라 불리우는 교류 아크용접기의 안전장치는 용접기의 1차측 또는 2차측에 부착시켜 용접기의 주회로를 제어하는 기능을 보유함으로 해서 용접봉의 조작, 모재에의 접촉 또는 분리에 따라, 윈칙적으로 용접을 할 때에만 용접기의 주회로를 폐로(ON)시키고, 용접을 행하지 않을 때에는 용접기 주회를 개로(OFF)시켜 용접기 2차(출력)측의 무부하전압(보통 60∼95[V])을 안전전압(25∼30[V]이하)으로 저하시켜 용접기 무부하시(용접을 행하지 않을 시)에 작업자가 용접봉과 모재사이에 접촉함으로 인하여 발생하는 감전의 위험을 방지하고, 아울러 용접기 무부하시 전력손실을 격감시키는 2가지 기능을 보유한 것이다.
(1) 전격방지장치의 동작원리
그림 1. 전격방지장치의 회로도
그림 1 및 그림 2에서 보조변압기와 제어장치 그리고 S₁과 S₂가 전격방지장치에 포함되어 있는 부분이며, 더 구체적으로 설명하면 전격방지장치 내에는 용접상태와 용접휴지상태를 감지하는 감지부와 감지신호를 제어부로 보내기 위한 신호증폭부, 증폭된 신호를 받아서 주제어장치를 개폐하도록 제어하는 제어부 및 주제어장치로 크게 4가지 부분으로 구성되어 있다. 이 상태에서 용접을 행하기 위하여 용접봉을 모재에 접촉시키면 그림 3과 같이 용접기 2차측은 하나의 폐회로가 되면서 전류가 흐른다. 이때 흐르는 전류는 변류기(CT:Current Transformer)를 통해 흐르게 되어 변류기의 출력에는 그 고유의 변류비 만큼의 전류가 흐르게 되는데 이 전류가 용접을 행한다는 신호원으로 되어 전격방지장치 내의 저항을 통해 전압으로 바뀐다.
(가) 전자접촉기가 1차측에 있는 경우
(나) 전자접촉기가 2차측에 있는 경우
(다) 전격방지기의 전원을 교류 아크용접기의 2차측에서 취한 경우
그림 2. 전격방지장치의 동작개요도
그림 3. 용접봉을 모재에 접촉시켰을 때의 용접기 2차측의 등가회로
그림 4. 전격방지장치의 동작특성
이 전압이 신호증폭부에 인가되어 소정의 전압으로 증폭된 다음 제어부에 인가되어 주접점을 구동시키는데 필요한 전압(전격방지장치가 접점방식일 경우에는 마그네크 스위치내의 구동코일전압, 무접점일 경우는 SCR이나 TRIAC의 게이트전압)으로 작용하여 주접점이 폐로되면서 용접기 1차측에는 220[V]의 정격전압이 인가되고 용접기 2차측에는 60∼95[V]정도의 전압이 인가되면서 아크가 발생한다. 이때 그림 1에서는 접점 S₂가 열리고 S₁은 닫히게 된다.
이렇게 해서 용접이 계속되고 있을 때는 용접기 2차측의 용접전류가 변류기로부터 전격방지기를 구동시키는데 필요한 신호가 계속 전격방지장치 내에 입력되므로 그 신호가 없어질 때까지 용접이 계속된다.
이상에서 살펴본 전격방지장치에 의한 용접기의 동작특성을 용접기 2차측 전압의 고저로 나타내면 그림 4와 같다.
(2) 전격방지장치의 사용조건
전격방지장치는 다음과 같은 경우 이상없이 동작하도록 되어 있다.
① 주위온도가 -20[℃]이상 45[℃]를 넘지 않는 상태
② 선상 또는 해안과 같은 염분을 포함한 공기중의 상태
③ 연직 또는 수평에 대해서 전격방지장치의 부착면의 경사가
20°를 넘지 않는 상태
④ 먼지가 많은 장소
⑤ 유해한 부식성가스가 존재하는 장소
⑥ 습기가 많은 장소
⑦ 기름의 증발이 많은 장소
⑧ 표고 1,000m를 초과하지 않는 장소
⑨ 이상한 진동 또는 충격을 받지 않는 상태
⑩ 슬로우다운 장치를 가지는 엔진구동 교류 아크 용접기로
슬로우다운 동작을 하지 않은 상태
4. 사고방지 대책
(1) 감전사고의 방지대책
아크용접 작업시의 감전사고는 전술한 바와 같이 주로 2차측 회로에서 주로 발생하고 있고 특히 무부하시에 위험하다.
감전방지 대책중 중요한 것은 다음과 같다.
(가) 자동전격방지장치의 사용
용접기는 안정된 아크를 얻기 위하여 어느 정도 높은 2차측 무부하전압을 필요로 한다.
더구나 2차측 케이블이 긴 경우는 전압강하를 고려하여야 하기 때문에 필요한 전압은 더욱 높아지게 된다.
현재 2차측은 무부하 전압은 85[V] 이하(500[A]의 경우는 95[V] 이하)로 규정하고 있지만, 이 정도의 전압일지라도 사망의 위험은 충분하다.
따라서, 최고 무부하 전압은 될 수 있는 한 낮은 것을 선택하는 것이 바람직하다. 하지만 이 전압을 전격의 위험이 없는 정도까지 저하시키는 것은 불가능하므로 아크를 발생하는 순간만 85[V] 정도의 전압을 가하고, 무부하시에는 전격의 위험이 전혀 없는 낮은 전압으로 자동적으로 바꿔주는 자동전격방지장치가 필요하다. 또한 현행 산업안전보건법에 의하면 교류 아크 용접기에는 의무적으로 자동전격방지장치를 설치하도록 되어 있다.
(나) 절연 용접봉 호울더의 사용
호울더의 종류에는 전술한 것처럼 5종으로 나뉘여져 있으며 각 홋수의 크기는 아크 전류의 크기로서 나타낸다.
예를 들면, 300[A]의 아크 전류로 용접하는 경우에는 300호의 것 또는 그 이상의 크기를 갖는 홋수의 것을 사용하여야 한다.
(다) 적정한 케이블의 사용
용접기 출력측 회로의 배선에는 일반적으로 캡타이어 케이블 및 용접용 케이블이 쓰이지만, 피복이 파손되어 심선이 노출되면 작업자가 접촉하여 감전할 우려가 있다.
피복의 손상은 기계적인 것과 과전류에의 열손상으로 오는 수가 있다. 출력측 케이블은 일반적으로 기름에 의해 쉽게 손상되므로 클로르프렌 캡타이어 케이블을 사용하는 것이 좋다.
피복이 손상되었을 경우 완전히 절연 보수하거나 교환하여야 한다.
또한 아크 전류의 크기에 따른 굵기의 케이블을 사용하여야 한다.
(라) 2차측 공통선의 연결
그림 5. 용접작업의 개선 사례
2차측 전로중 피용접모재와 공통선의 단자를 연결하는 데에는 용접용케이블이나 캡타이어 케이블을 사용하여야 하며, 이를 사용하지 않고 철근을 연결하여 사용하면 전력손실과 감전위험이 커질 뿐만 아니라 용접부분에 전력이 집중되지 않으므로 용접하기도 어렵게 된다.
더구나 이 공통선을 철구조물이나 기타 금속체를 매개로 하여 피용접모재와 연결하면 저항이 작은 곳으로 용접전류가 흘러 화재, 폭발을 일으키거나 감전사고를 발생시킬 수도 있다.
그림 5는 불량한 용접방법을 개선한 사례를 보여준다.
(마) 절연장갑의 사용
용접중의 아크열, 스패터(spatter, 불똥)등에 의한 화상방지를 위해 용접용 가죽장갑을 착용하지만, 손이 땀 등에 젖으면 장갑이 젖게되고, 절연성능이 저하되어 감전의 위험이 따른다. 그래서 실리콘 등으로 처리한 장갑을 사용하는 것이 바람직하다.
(바) 기타
① 케이블 콘넥터 :
콘넥터는 충전부를 고무 등의 절연물로 완전히 덮힌 것을 사용하여야 하며, 작업바닥에 물이 고일 우려가 있을 경우에는 방수형으로 되어 있는 것을 사용하여야 한다. 통전중에 이탈되거나 개방시키면 아크의 발생으로 열화되면서 접촉이 불완전하게 되고, 접촉저항이 커져 과열로 인하여 절연피복이 손상된다.
② 용접기 단자와 케이블의 접속 :
접속단자 부분은 충전부분이 노출되어 있는 경우가 많지만, 감전의 위험이 있을 뿐만 아니라 그 사이에 금속 등이 접촉하여 단락사고가 일어나서 용접기를 파손시킬 위험이 뒤따르므로 완전하게 절연하여야 한다.
③ 접지 :
용접기 외함 및 피용접모재에는 제3종 접지공사를 실시해야 하는데, 접지선의 굵기는 1.6[mm]이상의 연동선으로 하면 되지만 수시로 이동해야 하기 때문에 고장시 안전하게 전류를 흘릴 수 있도록 충분한 굵기의 연동선을 사용하는 것이 바람직하다. 접지를 하지 않으면 모재나 정반의 대지전위가 상승해서 감전의 위험이 있다. 또한 접지는 반드시 직접 접지를 하여야 하며 건물의 철골 등에 접지해서는 안된다.
※ 이 자료는 (주) 선강엔지니어링 설계실 자료중에서 일부를
제공한 것 입니다.
| 







 용접 제품
용접 제품
 펄스 용접의 원리
펄스 용접의 원리
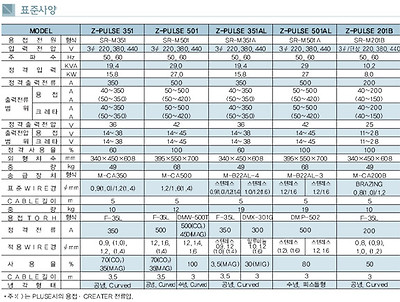

 인버터 제어와 당사의 독자적인 파형제어방식(CC-CVC)로
인버터 제어와 당사의 독자적인 파형제어방식(CC-CVC)로