[금속관 공사 ]
1.금속관 기본 이해(금속전선관)
1) 호칭
①박강 : 외경에 가까운 홀수
②후강 : 내경에 가까운 짝수
2) 1본의 길이 : 3.66m
3) 실습 : 16mm 후강 전선관(안지름 16mm, 바깥지름 21mm 두께 2.3mm )
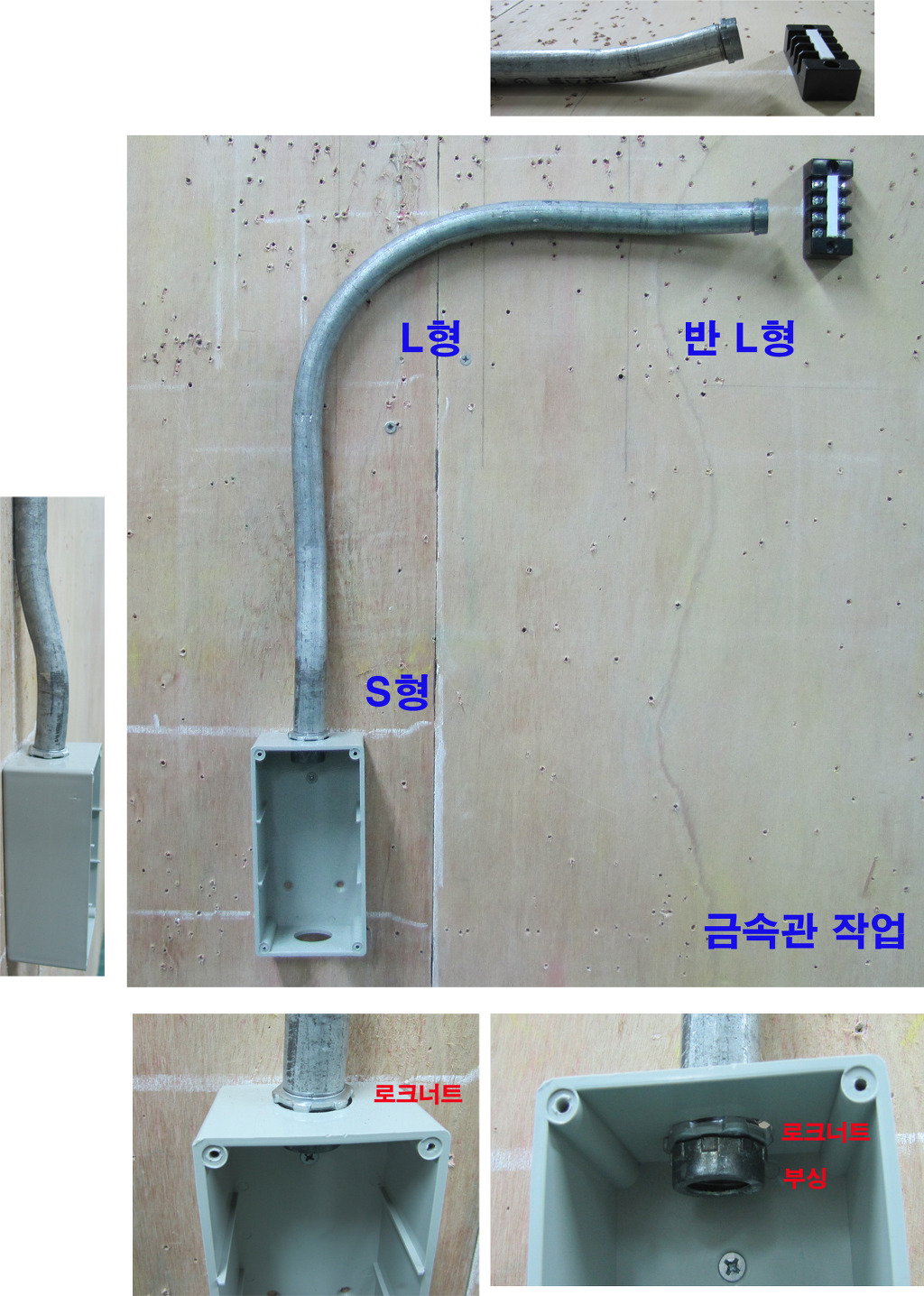
2.가공하기
1) L 형 가공 : 구부리는 데 필요한 길이 (계산상 L=170mm, 실제 L=200mm)
즉 구부리는 중심을 기준으로 상.하 100mm를 각각 시작점과 끝점으로 잡고
구부히는 작업을 한다.
작업자의 몸에서 먼쪽을 시작점으로 하고, 가까운 쪽을 끝점으로 보고,
멀리서 가까운 쪽으로 이동하면서 구부린다.
2) S 형 가공 : S형 가공작업에 필요한 길이는 약 130mm 정도
전선관의 끝부분에서 70mm와 130mm정도의 길이를 표시하고
130mm 위치에서 올림작업(표시부분이 안보이게 밴드로 작업)
70mm 위치에서 내림작업(표시 부분이 보이게 밴드로 작업)
3) 반L 형 가공 : 반L형 가공작업에 필요한 길이는 약 60mm 정도
전선관의 끝부분에서 60mm정도의 길이에 표시하고 올림작업을 한다.
3.나사내기
1) 7~8턱(10mm정도) : S형 가공작업부위 (로크너트+박스+로크너트+붓싱)
2) 3-4턱( 4mm정도) : 반L형 가공작업부위 (붓싱)
4.사용공구
1) 가공(구부리기)공구 : 히키, 파이프 벤더
2) 나사내기
①숫나사 : 다이스 => 래칫트형(자전거페달처럼 한쪽으로만 힘이 전달)=> 오스타
②암나사 : 탭 (1번->2번->3번)
3) 파이프 잡아주는 공구 : 파이프 바이스
5.작업
1) L 형 가공 : 구부리는 데 필요한 길이 (계산상 L=170mm, 실제 L=200mm)
즉 구부리는 중심을 기준으로 상.하 100mm를 각각 시작점과 끝점으로 잡고
구부히는 작업을 한다.
작업자의 몸에서 먼쪽을 시작점으로 하고, 가까운 쪽을 끝점으로 보고,
멀리서 가까운 쪽으로 이동하면서 구부린다.
2) S 형 가공 : S형 가공작업에 필요한 길이는 약 130mm 정도
전선관의 끝부분에서 70mm와 130mm정도의 길이를 표시하고
130mm 위치에서 올림작업(표시부분이 안보이게 밴드로 작업)
70mm 위치에서 내림작업(표시 부분이 보이게 밴드로 작업)
3) 반L 형 가공 : 반L형 가공작업에 필요한 길이는 약 60mm 정도
전선관의 끝부분에서 60mm정도의 길이에 표시하고 올림작업을 한다.
4) 7~8턱(10mm정도) : S형 가공작업부위 (로크너트+박스+로크너트+붓싱)
3-4턱( 4mm정도) : 반L형 가공작업부위 (붓싱)
5) 금속관 절단 : 쇠톱사용 또는 파이프 커터 사용