원통 연삭
1. 개 요
원통연삭은 숫돌 바퀴의 회전 운동과 일감의 회전, 이송운동으로 원통면, 내면, 정면, 측면등을 연삭하는 것이다. 원통연삭 작업에서는 일감을 양센터에 고정하는 것이 일반적이다.
2. 원통 연삭 방식
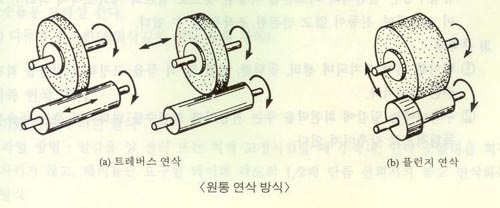
(1) 트레버스 연삭 방식(Traverse Grinding)
1) 테이블의 길이 방향 이송 : 가장 일반적으로 사용하는 방법으로써, 테이블 위의 양센터 사이에 일감을 고정하고 테이블의 길이 방향으로 1회 왕복 이송될 때마다 적당한 연삭 깊이를 주어 연삭하는 방식
2) 연삭 숫돌바퀴의 길이방향 이송 : 연삭 숫돌 바퀴가 길이 방향으로 1회 왕복 이송할 때마다 적당량의 연삭깊이를 주어 연삭하는 방식이며, 일감이 대형일 경우 테이블 베드의 왕복이 없으므로 설치면적도 작게 든다.
(2) 플런지 연삭(Plunge Grinding)
1) 연삭 방식 ; 회전하는 연삭 숫돌 바퀴가 길이 방향으로는 이송하지 않고 반지름 방향으로만 적당량의 연삭깊이로 이송하면서 제자리에서 회전만 하는 일감을 연삭하는 방식이다.
2) 특징
① 폭이 넓은 숫돌을 사용하여 이송운동을 하지 않고 연삭하므로 생산적이다.
② 일감의 형상에 따른 윤곽을 가진 숫돌을 사용하면 단붙이면, 테이퍼형, 곡선윤곽 등을 쉽게 연삭 할 수 있다.
3. 원통 연삭기
(1) 원통 연삭기의 종류
1) 보통 원통 연삭기 주축대와 연삭 숫돌대 및 테이블이 선회되지 않으며, 원통면과 작은 각도의 테이퍼면이 있는일감을 다량으로 연삭하는데 적합한 연삭기이다.
2) 만능 연삭기 : 주축대와 연삭 숫돌대 및 테이블이 선회하고, 내면 연삭 장치가 설치되어 있어서 원통면과 큰 각도의 테이퍼면이 있는 일감등을 연삭하는데 적합하며 내면 연삭도 할 수 있어 작업범위가 넓다.
3) 외면 센터리스 연삭기 : 센터나 척을 사용하지 않고 조정연삭 숫돌 바퀴와 일감 받침판으로 일감을지지하게 되어 있는 형식으로, 원통형 일감의 외면을 다량으로 연삭하는데 적합하다.
(2) 주요 부분의 구조 및 기능
1) 숫돌대
① 숫돌바퀴와 구동장치를 구비하고 있으며 숫돌축은 가공정밀도를 좌우하는 중요요소로써 고속회전시 진동이나 발열이 생기지 않도록 주로 정압 베어링이 사용된다.
② 구동은 기어장치는 진동이 많으므로 전동기로부터 v벨트로 구동한다.
③ 숫돌대 전체는 테이블의 운동방향에 대하여 직각인 미끄럼면 위에 놓여 있어 고정도의 이송나사에 의해 절삭깊이를 주고 있다.
2) 테이블과 테이블 이송장치
① 테이블은 베드 위를 좌우로 왕복이동을 하며 주축대와 심압대가 설치되어 있다. 상부테이블은 회전 하부 테이블에 대해 일정 각도로 회전하 수 있어 테이퍼 연삭과 원통도의 조정이 가능하다.
② 테이블의 왕복 운동기구는 기어장치를 쓰는 기계적 방법과 유압구동 방법이 있다. 기계적 방법은 랙과 피니언의 물림에 의한 것으로 진동등으로 인해 정밀 연삭에는 적당하지 않아 최근에는 거의 사용되지 않는다.
유압구동은 실린더와 피스톤을 이용한 것으로 밸브의 개폐조작에 따라서 자유로이 조절되며, 진동이 없고 안전한 조작을 하 수 있다.
3) 주축대
① 테이블 위에 설치되며 센터, 돌림판, 면판 및 척 등을 고정하여 일감을 회전시켜 주는 장치이다.
② 주축대에는 일감에 회전력을 주는 전동기와 회전수를 변화시켜 주는 변속장치가 독립적으로 갖추어져 있다.
4) 심압대
① 심압대는 테이블 위에 설치되며 주축돼와 같이 센터로 일감을지지한다.
② 슬리브에 있는 스프링을 조정하여 주면 센터가 일감을 주축대 쪽으로 알맞게 밀어주어 연삭열에 의해 센터가 타는 것을 방지할 수 있고, 일감의 팽창에 의한 변형을 보장한다.
4. 원통 연삭 작업
(1) 센터와 센터 구멍
센터와 센터 구멍은 공작정도에 직접 영향을 주게되며, 따라서 센터 끝은 충분한 강도와 정밀한 연삭이 되어야 한다.
센터구멍은 진원도가 좋고 면이 깨끗해야 하며, 게이지 등의 연삭에 있어서는 센터구멍 연삭기로 센터구멍을 연삭하거나 래핑을 하는 경우도 있다.
(2) 센터 레스트(Center Rest)
일감이 길 때에는 연삭저항에 의해 일감이 휘어질 수 있으며, 이러한 것을 방지하기 위해 레스트를 사용하는 것이며, 일감에 흠집이 나지 않도록 포올(Pawl)은 경질 목재나 베이클라이트 등이 사용된다.
(3) 원통 연삭 공정
1) 숫돌을 수분간 공전시킨다.
2) 일감의 길이에 맞도록 심압대를 적당한 위치에고정한다.
3) 테이블의 수직이송 길이를 일감에 맞도록 조정한다.
4) 연삭조건을 결정한다.(숫돌 및 일감의 원주속도, 테이블 이송 속도).
5) 일감을 양센터에지지한다.
6) 연삭기를 시동한다.
7) 거친 연삭을 한다.
8) 다듬질 연삭조건을 맞춘다(테이블 이송속도, 일감 원주속도 등).
9) 숫돌을 드레싱 한다.
10) 다듬질 연삭한다(절삭깊이 없이 수회 왕복).
5.테이퍼축 연삭 방식
(1) 테이블 선회에 의한 방식
1) 작업 방법 : 일감을 양 센터 또는 척에 고정시켰을 때주축대, 연삭 숫돌대를 회전 시키지 않고, 테이블만 요구한 테이퍼 각도의 1/2배 만큼 선회시켜 놓고 연삭하는 방식
2) 용도 : 길이가 길고 테이퍼가 작은 일감(양 센터 작업)
(2) 주축대 선회에 의한 방식
1) 작업 방법 : 일감을 척 또는 스핀들 구멍에 설치하였을 때 테이블, 연삭 숫돌대를 선회시키지 않고 주축대만 테이퍼각도의 1/2배 만큼 선회시켜 놓고 연삭하는 방식
2) 용도 : 길이가 짧고 비교적 테이퍼가 큰 일감(척 작업)
(3) 숫돌대 선회에 의한 방식
1) 작업 방법 : 일감을 양 센터 또는 척에 설치하였을 때, 주축대, 테이블을 선회시키지 않고 숫돌대만 테이퍼 각도의 1/2배 만큼 선회시켜 놓고 연삭
2) 용도 : 길이가 짧고 테이퍼가 작은 일감(척 작업)
(4) 연삭 숫돌 바퀴의 트루잉에 의한 방식
1) 작업 방법 : 일감을 양 센터 또는 척에 설치하였을 때, 주축대, 테이블, 숫돌대를 선회시키지 않고 테이퍼 각도의 1/2배 만큼 트루잉한 연삭 숫돌 바퀴로 연삭하는 방식
2) 용도 : 길이가 짧고 테이퍼가 매우 큰 일감(척 작업)
(5) 테이블 선회와 연삭숫돌 바퀴의 트루잉에 의한 방식
1) 작업 방법 : 일감을 양 센터 또는 척에 설치하였을 때 주축대, 숫돌대를 손회시키지 않고 테이블의 선회와 요구하는 테이퍼 각도의 1/2배 만큼 트루잉한 연삭숫돌 바퀴로 연삭하는 방법
2) 용도 : 길이가 짧고 테이퍼가 매우 큰 일감(양 센터 작업)