전기용접 아래보기 맞대기 6T 연습을 하고 있습니다.
루트면 가공 2mm~2.2mm
가접 길이는 모재의 절반 깊이로 길이는 10mm 정도입니다.
< 세팅1 >
모재간격 시점부 2.4mm / 종점부 3.2mm
1차 전류 85A~90A 전후 (최종 77A)
그런데 이 전류로는 구멍이 엄청 크게 뻥뻥 나면서 녹아내려
전류를 90A -> 85A -> 80A 순차적으로 내리다가
최종으로 모재가 녹아내리지 않는 전류인 77A에서 1차를 마쳤는데
V홈에 비드가 너무 많이 차고, 이면을 보니 백비드가 하나도 안 나왔더군요.
그래서 가접 간격을 아래와 같이 좀 더 넓혔습니다.
< 세팅2 >
모재간격 시점부 3.2mm / 종점부 4.0mm
1차 전류 80A
이 세팅에서는 일단 아크만 안정되면 그 이후는 키홀도 잘 형성되고
시점부, 이음부 아닌 이면은 백비드도 잘 나옵니다.
그런데 문제는 아크 발생이 굉장히 어렵고
아크 발생을 시켜도 한 3초 이내에 푸르륵~ 하면서 꺼지는 일이 굉장히 많습니다.
줄비드 연습 때는 주로 120A, 모재가 두꺼워지면 140A 까지도 놓고 연습을
하다 보니 아크 안정에 그리 신경쓰지 않아도 그냥 잘 되었는데
이제 맞대기에 들어와서 80A 정도로 연습하다 보니까
아크 안정을 시켜야 한다고 하더라고요.
그래서 아크 길이를 5mm 정도로 좀 길게 발생시켰다가 2초 정도에 걸쳐서
아크 길이를 2mm 정도로 줄이면서 천천히 움직이면 그 때는 용융풀에
닿아도 꺼지지 않는 안정적인 아크가 되는데
문제는 2~3초 머무르는 그 시간 동안에 비드가 많이 차고
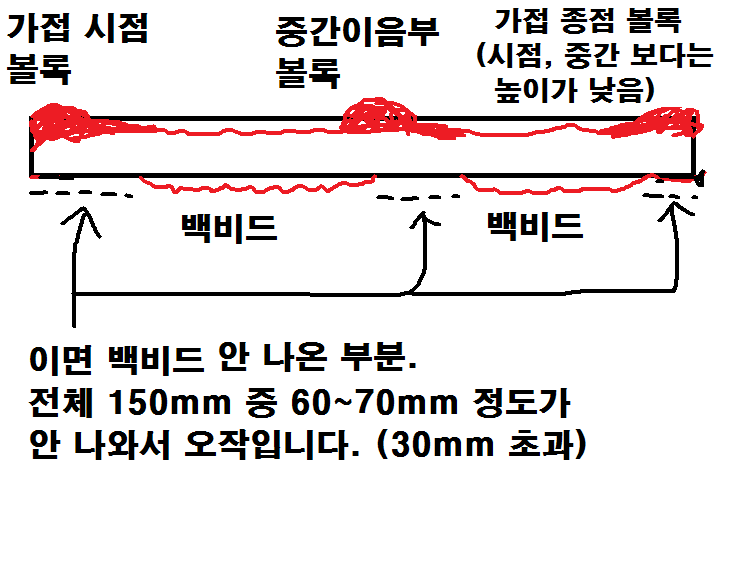
그 가접부, 이음부의 이면 백비드가 하나도 안 나옵니다.
(이면 백비드 안 나온 곳이 150mm 중에 30mm가 넘으면 오작)
그림으로 그리면 아래와 같습니다.
빨리 깊은 곳으로 내려가려고 서두르면 아크가 꺼지고요.
아크가 꺼지지 않을 정도로 안정되도록 기다리면 백비드가 안 나오고요.
혹시 아크 안정을 시키면서 비드가 차오르지 않게 하는 다른 쉬운 방법이 있을까요?
댓글
댓글 리스트-
작성자lzedroh 작성시간 16.11.20 시행착오 끝에 얻은 약간의 tip을 드리자면 6t 아래보기 맞대기일 때에 루트면을 1.5mm 정도로 해서 양쪽으로 2.4~2.5mm 간격으로 똑같이 가접을 한 다음(STS가 아니라서 수축이 생기지 않는 것 같아요) 전류계 87.5정도로 하고요. 처음 가접부분에서 아크를 발생시킬 때 용접봉을 약간들면 전압이 높아지는 현상이 생기면서 가접이음부를 녹이면서 들어갈 수가 있더군요. 그리고 중간까지 쭈~욱 일정하게 누르는 듯한 느낌으로 용접을 하면 백비드가 어느정도 잘 나오는 것 같습니다. 전류가 87.5 정도라서 아크발생이 그렇게 어렵지가 않았고요. 또 중간부에서 한번 끊어 주면 열을 적게 받아서 뒷부분에서 과열로 인한 구멍도 방지 할 수가^^
-
답댓글 작성자lzedroh 작성시간 16.11.24 오늘 6t 아래보기 맞대기를 다시 해보니깐 (양쪽 가접 2.4mm에 루트면 1.5mm) 전류계 87로 했는데 구멍이 생기네요^^; 그렇지만 용접봉을 누르지 않고 C자로 운봉을 하면서 용접을 하니깐 구멍은 생기지 않고 할 수 있었습니다. 그런데 일반 연습용 모재를 사용하여 루트 각도가 시험장 모재와 조금 달라서 시험장에서는 86정도로 낮추어 빽비드를 내고 용접물이 쳐질 것 같으면 운봉도 해줘야만 될 것 같습니다^^;
-
답댓글 작성자lzedroh 작성시간 16.11.25 lzedroh 죄송합니다. 제가 실수 했네요. C자 운봉은 파이널에서 위로 하나둘,아래로 하나둘 세면서 용접할 때에 사용하는 것이었습니다. 6t 아래보기 맞대기(양쪽 가접 2.4mm에 루트면 1.5mm)를 전류계 86으로 빽을 낼때에는 봉을 약간 들면서 일정하게 밝은 쇳물이 계속 보이도록 (용접기술 카페의 어떤 회원님의 말씀처럼) 운봉을 위한 용접이 아닌 흘러내리지 않도록 용접을 위한 운봉을 해주면은 어느정도 빽비드가 잘 나오는 것 같습니다. 무엇보다도 용접을 할때에는 고정된 자세에서 일정한 속도와 일정한 운봉으로 일정한 용접물 형상의 쇳물을 계속 유지하여서 비드 폭,높이를 일정하게 하는 것이 중요한 것 같습니다. 그럼 편안한 주말 되세요
-
작성자노랑머리용접사 작성시간 16.11.22 아크안정을 위한 가접부나 시편! 미채취부에서 충분히 하시고, 채취구간을 확실히용접하시는게 정답아닐가요^^*
다시말해서 가접부및 미채취구간이 아크안정구간이니, 잘활용해보세요.
자격증은 특정한 기준에만들면 모두 합격이니, ....그리고 비드연습을 통한 자신의 전류값,루트면과거리등을 찾아보세요. 그안에 해답이 있으니,화이팅! 대구에서~ -
작성자진격 작성자 본인 여부 작성자 작성시간 16.12.02 다른 종목 시험을 어제 마쳐서 답글을 이제서야 뒤늦게 확인하였습니다. 알려주신 사항들 점검해보겠습니다. 감사합니다.